真空テクノロジーは木材加工業界で広く使用されています。

出典:Tomasz Nieweglowski - istockphoto.com。
木材加工における真空 - パート1
真空テクノロジーは木材加工業界で広く使用されています。真空の使用方法は実に多岐にわたります。
しかし、多くの木材加工業者、木工職人にとって真空とは、あまりなじみのない話題です。今回と、この後の3つの記事で、さまざまな種類の真空生成、そのメリットとデメリット、そして大切な経済性について取り上げていきます。今回はまず、真空というテーマに関する基本的な考え方についていくつかご紹介します。
真空とは何か?
木材加工では、真空は主に次の用途に利用されています。- CNCルーター用真クランプ
- ハンドリング装置によるパネル材やワークの保持および運搬
- 成形およびベニヤプレス加工
木材の処理では、真空は次の用途に利用されています。
- 製材や建設用木材の乾燥、そして
- 木材の含浸
木片の固定や持ち上げ
真空が最も頻繁に利用されるのは、CNCルーターやその他の工作機械での真空クランプ用途です。ここでは、木材加工の工程で、圧痕を残さずに各種パネル素材や無垢材を素早く確実にクランプするために、真空の吸着力が利用されます。ハンドリング装置および組み立てロボットでも、多くの場合は真空による保持力を活用しています。
真空が最も頻繁に利用されるのは、CNCルーターやその他の工作機械での真空クランプ用途です。
-
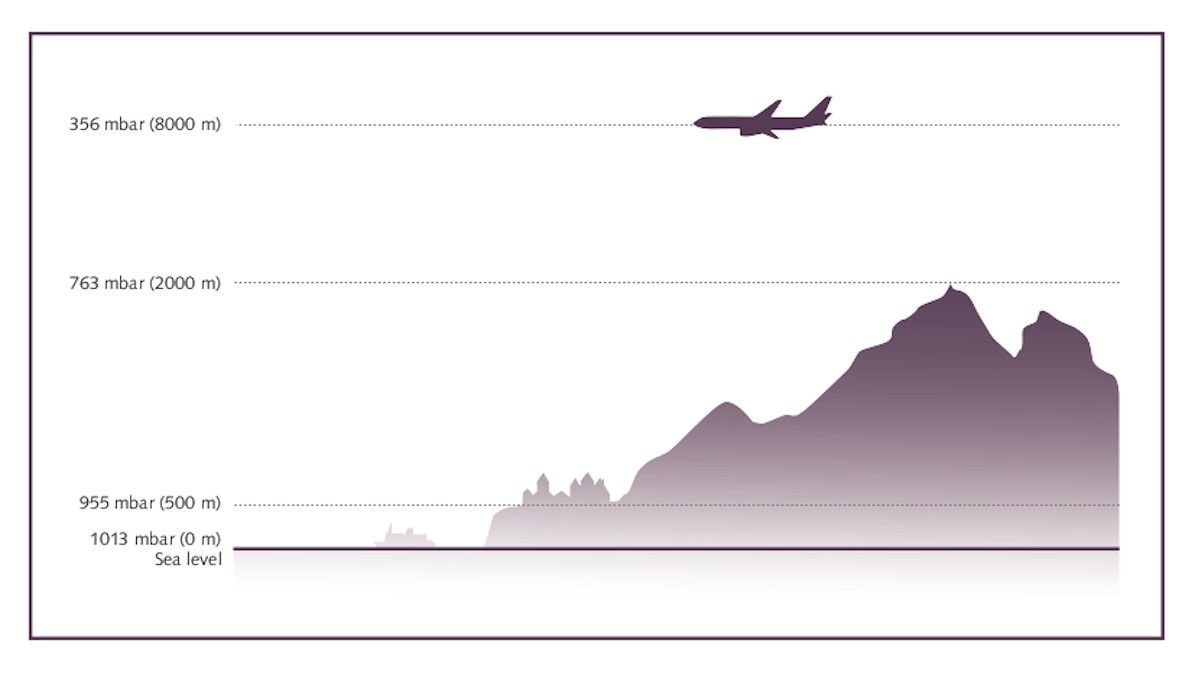
図1:高度によって変わる気圧。出典:Busch Vacuum Solutions。

-
図1:高度によって変わる気圧。出典:Busch Vacuum Solutions。
真空を表す圧力の単位はミリバール(mbar)が一般的ですが、規格ではパスカル(Pa)を使うことになっています。真空テクノロジーでは、理論的には0 mbarから始まり、1,000 mbar(=大気圧)で終わる絶対圧力を想定します。特に木材加工業界では、バール、マイナスバール(-bar)、またはパーセント(%)で圧力を表示しているケースもまだ多く見られます(図2)。
-
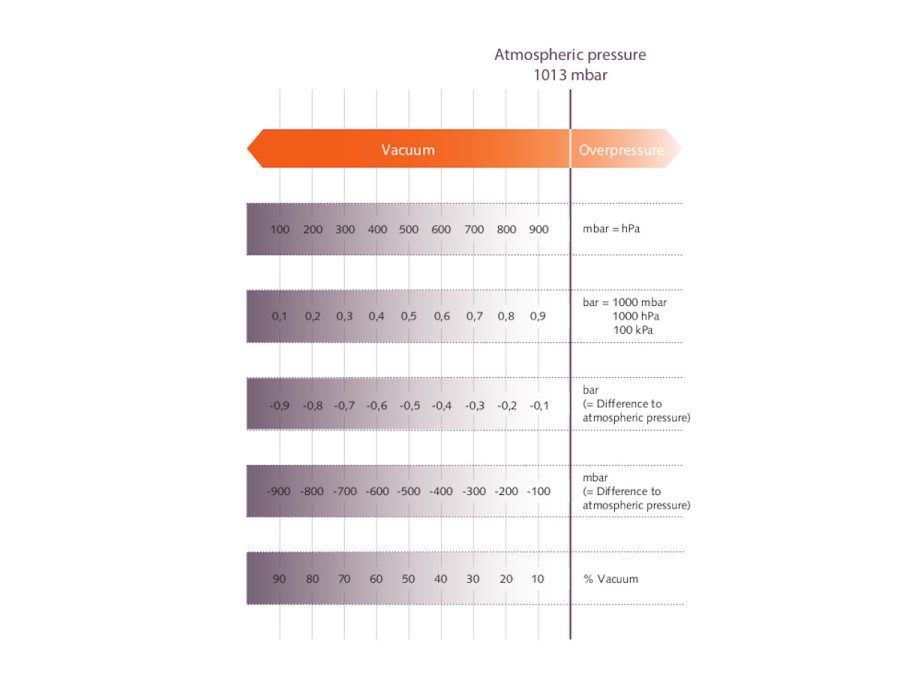
図2:真空に使用される標準的圧力単位。出典:Busch Vacuum Solutions。

-
図2:真空に使用される標準的圧力単位。出典:Busch Vacuum Solutions。
真空によるクランプ力
クランプしたワークが落ちないだろうか?真空は十分だろうか? 真空ポンプに十分な性能があるだろうか?このような疑問が、回転する工具がクランプされたワークに触れる間際に頭をよぎることがないでしょうか。 理論上、クランプの際に空気を抜くことで真空が作られ、ワークとテーブル、あるいは支持面や吸引カップの間の圧力が低下します。そのため、大気圧の方が高くなり、ワークがテーブルに押し付けられて、「クランプ」される形になります。圧力とは、単位面積あたりに加わる力として定義されています。したがって、圧力は力と面積の関数ということになります(図3)。
-
図3:圧力とは、単位面積あたりに加わる力です。出典:Busch Vacuum Solutions。

-
図3:圧力とは、単位面積あたりに加わる力です。出典:Busch Vacuum Solutions。
つまり、支持されるワークが大きければ大きいほど、ホールド力が大きくなります。例を挙げて説明してみます。
CNCルーターグリッドテーブルに加工する無垢板材を置き、その周囲のテーブルはラバーマットで密閉します(図4)。真空ポンプが、密閉された領域内の板材とグリッドテーブルの間の空気を吸引します。
CNCルーターグリッドテーブルに加工する無垢板材を置き、その周囲のテーブルはラバーマットで密閉します(図4)。真空ポンプが、密閉された領域内の板材とグリッドテーブルの間の空気を吸引します。
-
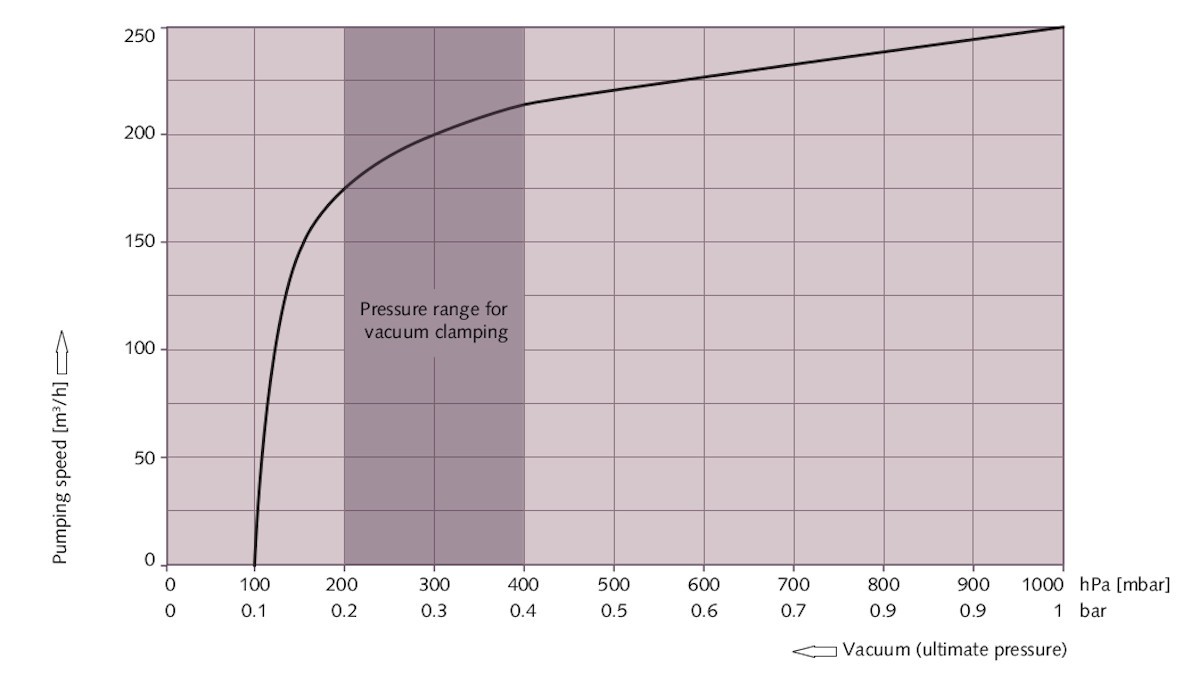
図4:排気速度曲線は排気速度と到達真空度の関係を示します。出典:Busch Vacuum Solutions。

-
図4:排気速度曲線は排気速度と到達真空度の関係を示します。出典:Busch Vacuum Solutions。
計算: 大気圧: 1,000 mbar 真空ポンプの負圧(作業圧力):200 mbar 板材の寸法: 1,000 x 500 mm
差圧: 1,000 mbar – 200 mbar = 800 mbar = 80,000 Pa [N/m2]
支持面 = クランプ面 1,000 x 500 mm = 500,000 mm2 = 0.5 m2
ホールド力 F = p x A F = 80,000 N/m2 x 0.5 m2 =
40,000 N = 4,000 kg
40,000 N = 4,000 kg
つまり、表面積0.5 m2 の無垢板材は、真空により40,000 Nのホールド力で保持されることになります。これは理論上、4トンの重量でテーブルに板材を押し付けるのと同じことです。同じ条件下で、150 x 150 mmの無垢板材をクランプした場合、保持力はF = 80,000 N/m2 x 0.0225 m2 = 1,800 N = 180 kgとなります。
ここで問題になるのは、真空の力でワークを押さえるには、どの程度の強さが必要かということです。計算例から、大きな表面を持つパネル材料の保持力は、小さな木片や空気透過性の材料、表面が平らでなく空気がリークしやすい材料に比べて、問題が起こりにくいことが分かります。実際には、必要な保持力の決定は簡単でありません。なぜなら、操作やクランプの条件、切削と送りの速度および方向、材料、摩擦抵抗などの異なる要因を考慮する必要があるからです。そのため経験則で判断されることが多いです。
ここで問題になるのは、真空の力でワークを押さえるには、どの程度の強さが必要かということです。計算例から、大きな表面を持つパネル材料の保持力は、小さな木片や空気透過性の材料、表面が平らでなく空気がリークしやすい材料に比べて、問題が起こりにくいことが分かります。実際には、必要な保持力の決定は簡単でありません。なぜなら、操作やクランプの条件、切削と送りの速度および方向、材料、摩擦抵抗などの異なる要因を考慮する必要があるからです。そのため経験則で判断されることが多いです。
真空クランプのさまざまな可能性
真空クランプの手法は、基本的に次の3つに分けられます: - グリッドテーブル
- ネスティング法(吸引技術)
- 真空ブロックを使ったコンソールシステム
真空テクノロジーのパラメーター
原則として、最適な真空テクノロジーを選択する際に考慮すべきパラメーターは次の3つとなります。到達真空度
到達真空度とは、真空ポンプで達成可能な最高真空レベルつまり、最も低い圧力を指します。 排気速度
これは、真空ポンプが一定の時間内にどれだけの量の空気を吸い出せるかを示すものです。排気速度は、真空ポンプの形状(容積)と速度の影響を受けます。排気速度が高いほど、より速く空気が排出され、早く到達真空度に達します。排気速度が高いと、ネスティング法を使用する場合などにリークを補いやすくなります。電力消費
真空ポンプは通常、電気モーターで駆動します。構造原理と効率係数によって、真空ポンプが消費するエネルギーの量は異なります。
最大限のエネルギー効率を達成するためには、到達真空度と排気速度の要件を満たしつつ、エネルギー消費量の低い真空ポンプを選択することが重要です。
3つのパラメーターはすべて相互に依存し合っています。まず、真空ポンプが到達真空度に近づくにつれて排気速度は低下します(図4)。次に、真空ポンプのエネルギー消費量は、特定の動作点で最も低くなります。真空生成を完璧に設計することは、一般の人にとっては非常に難しい作業となりますので、まずは真空の専門家にご相談いただくことをお勧めします。
「木材加工における真空」シリーズのパート2では、さまざまな種類の真空生成について詳しく説明していきます。