
図1:アーク成膜プロセス用に整えられたプラズマ窒化押出成形機のスクリュー 出典:Busch Vacuum Solutions.
アーク蒸着法コーティング向けスクリュー真空ポンプ
金属製の大型工具や部品の表面処理はDreistegen社の中核事業です。窒化、軟窒化などの表面改質処理や、コールドプラズマを応用した物理蒸着(PVD)や化学蒸着(CVD)などのコーティング処理を行っています。
硬質のコーティングを施すアーク蒸着(PVDの一種)は真空下で行われます。この真空供給にBusch Vacuum SolutionsのCOBRA NCスクリュー真空ポンプが採用され、 バックポンプとして並列運転の2基のターボ分子ポンプを補助しています。
2008年、Oliver Kayser博士は、ドイツのアイフェル地方にあるモンシャウという街の繊維工場だった古い建物を使い、事業を立ち上げました。200年の歴史を持つこの古い工業用の建物が、Kayser博士の手によって蘇りました。当初、その事業は、工具や部品のプラズマ窒化処理とPVDコーティングが中心でした。古い工場で小さく始めた事業が、今では従業員40名の近代的な企業に成長しました。コーティングは摩耗のほか、表面に異物が付着するのも防ぐため、 他の物質との反応を防ぐ効果もあります。Dreistegen社の顧客はプラスチック加工業が多く、彼らの注文は主に成形機の金型などのコーティングです。Kayser博士は、特殊なコーティングを開発しました。金型との接触が原因でプラスチックが化学反応を起こし、劣化するのを防止することができます。このコーティングを施すと、金型にプラスチックが固着しないようになります。成形作業をする立場から見ると、金型が汚れないので違う色や素材の製品の成形にすばやく移れます。他にも、金型から製品を外しやすいため、剥離剤の使用量を削減できる、あるいは剥離剤不要になるという利点もあります。
Dreistegen社は、プラスチック加工以外に自動車産業やそのサプライヤー向けの成形具やダイカスト金型のコーティングも請け負っており、 窒化、PVD、CVDなど多岐にわたる技術を活用しています。
Kayser博士は常に最新の技術を研究し、顧客の問題解決になる特性を持つコーティングを生み出すべく、試行錯誤を重ねています。そのためには生産技術の最適化も怠りません。
同社で採用したアーク蒸着装置は処理可能サイズが直径1,200 mm、高さ1,500 mmのものでした。当初の真空供給源は、ブースターポンプ2基とバックポンプとしてのオイル潤滑ロータリーベーン真空ポンプ1基で、 並列運転の2基のターボ分子真空ポンプを補助する3段構成のシステムでした。Kayser博士は、バックポンプユニット全体をBuschのCOBRA NC 400 Bに入れ換えました。このポンプはスクリュー式の1段圧縮で真空度0.05 hPa(mbar)まで到達します。真空度の面からも排気速度の面からも、元のバックポンプユニット全体と同等のパフォーマンスを1基でカバーでき、大幅な省エネにもつながりました。
COBRA NCスクリュー真空ポンプの安定したパフォーマンスと運転時の静音性は、Kayser博士を満足させるものでした。設置面積が小さくなったこともメリットの1つです。
-
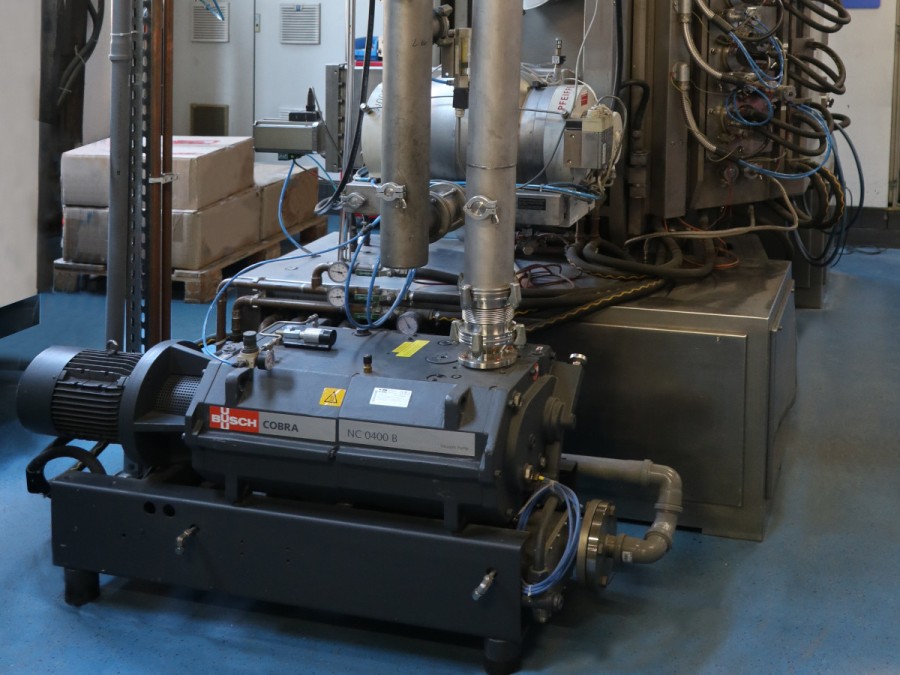
図2:2台のターボ分子真空ポンプのバックポンプとしてCOBRA NCスクリュー真空ポンプを採用したアーク成膜システム 出典:Busch Vacuum Solutions.

-
図2:2台のターボ分子真空ポンプのバックポンプとしてCOBRA NCスクリュー真空ポンプを採用したアーク成膜システム 出典:Busch Vacuum Solutions.
Kayser博士は、他社製のスクリュー真空ポンプも入念に検討しましたが、 片持ちベアリングと交換の困難な特殊モーターがネックとなりました。
最終的にCOBRAを選んだ決め手は、2本のスクリューローター両端を支持するベアリングシステムと、モジュール式の機能的な設計、そして交換の簡単なフランジ式モーターでした。
アーク蒸着プロセスにかかる時間は、真空チャンバーにコーティング対象物を入れてから処理後に取り出すまで、14~18時間です。COBRA NC真空ポンプは、処理工程の合間も運転を続けます。つまり、年中無休で運転を続けているということです。 Kayser博士は、装置の真空供給源として、COBRA NCスクリュー真空ポンプで2基のターボ分子真空ポンプを補助する現在の真空システムに満足しています。
アーク蒸着コーティングを施すには、対象物に予めある程度の表面硬度を持たせる必要があります。このため、Dreistegen社では通常、プラズマ窒化プロセスを用いて対象物の表面改質をしています。
必要に応じてプラズマ窒化処理された対象物に、ガラスビーズを吹き付けて、軽く研磨します。次にその対象物をコーティングを行う真空チャンバーに入れ、 10-5 hPa(mbar)まで排気し、 チャンバー内を加熱します。このとき450 ℃を超えないようにします。
所定の温度に達したところで アーク蒸着の工程が始まります。真空チャンバー内に放電を起こし、コーティングの材料(チタンやクロム、アルミ合金など)を 蒸発させます。
蒸発した粒子は金属イオンになります。対象物にバイアス電圧をかけ、その金属イオンを対象物上に堆積させます。そこでチャンバーに導入された反応性ガス(窒素、酸素、水素など)と金属イオンが反応し、 対象物上に成膜します。 こうしてできた化合物の膜が硬質のコーティングとなります。代表的な化合物としては、窒化チタン(TiN)、炭窒化チタン(TiCN)、窒化クロム(CrN)、窒化アルミニウムチタン(AlTiN)、酸化クロム(Cr2O3)などが挙げられます。蒸着粒子の運動エネルギーが高いため、この方法のコーティングは複雑な形状の対象物でも均一に密着します。Dreistegen社がアーク蒸着で施すコーティングは、2,000 HV(ビッカース硬さ)を超える硬度が達成されます。
COBRA NCスクリュー真空ポンプを採用したことにより、元の真空ユニットと比較して、真空システムのメンテナンス作業が大幅に軽減されました。
スクリュー真空ポンプに必要なメンテナンス作業は、年に1度のギアオイル交換のみです。
Kayser博士は、「特に重要なのはこのポンプの絶対的な安定性だ。」と語気を強めます。プロセス中の真空ポンプに不具合が起こると、高額なワークが無駄になり、甚大な損害を招くことになります。
同社でのCOBRA NCスクリュー真空ポンプの連続稼働は2年を超え、Kayser博士からも
「その品質に感動した、Buschを選んで正解だった!」と、高い評価をいただきました。