
出典:Busch Vacuum Solutions.
当社の最先端テクノロジーが効率化に貢献
真空生成の効率を比較するとロータリーベーン真空ポンプに軍配
TÜV SÜDが、当社のR5ロータリーベーン真空ポンプと従来型のオイルシール式スクリュー真空ポンプの排気速度、消費電力および排気時間についての試験を実施しました。その結果、3つすべての項目でR5が第1位であるということが認証されました。
当社のR5ロータリーベーン真空ポンプによる大幅なコスト削減:
最小限のエネルギー消費
試験対象となったオイルシール式スクリュー真空ポンプと比較して最大57%減
試験対象となったオイルシール式スクリュー真空ポンプと比較して最大57%減
包装サイクルのスピードアップ
試験対象となったオイルシール式スクリュー真空ポンプと比較して包装サイクルが最大10%増加
試験対象となったオイルシール式スクリュー真空ポンプと比較して包装サイクルが最大10%増加
高い信頼性
試験条件の全体はこちらでご覧いただけます:
真空ポンプは、生鮮食品の包装において重要な役割を果たしています。最も効率が高い真空ポンプはどれでしょうか?理に適った条件で試験された場合、単純な比較でこの質問の答えが出ます。先頃公表された比較研究では、オイルシール式スクリュー真空ポンプの優位性が示唆されています。しかし、この結果は、極めて非現実的な試験条件を使用してのみ得られるものです。今回、第三者試験認証機関であるTÜV Südも真空ポンプに関連する比較試験を実施しました。ここでは、標準的な産業プロセスの現実的なシミュレーションが行われました。これらの条件下では、
オイル潤滑式ロータリーベーン真空ポンプが有利であるという明確な結果が得られています。
今回の記事では、2つの比較試験を検討していきます。分かりやすくするために、それぞれ、次のように試験1、試験2と呼ぶことにします。また、読みやすさを考慮し、オイルシール式スクリュー真空ポンプを「SVP」、オイル潤滑式ロータリーベーン真空ポンプを「RVVP」と略称で記載することにします。
-
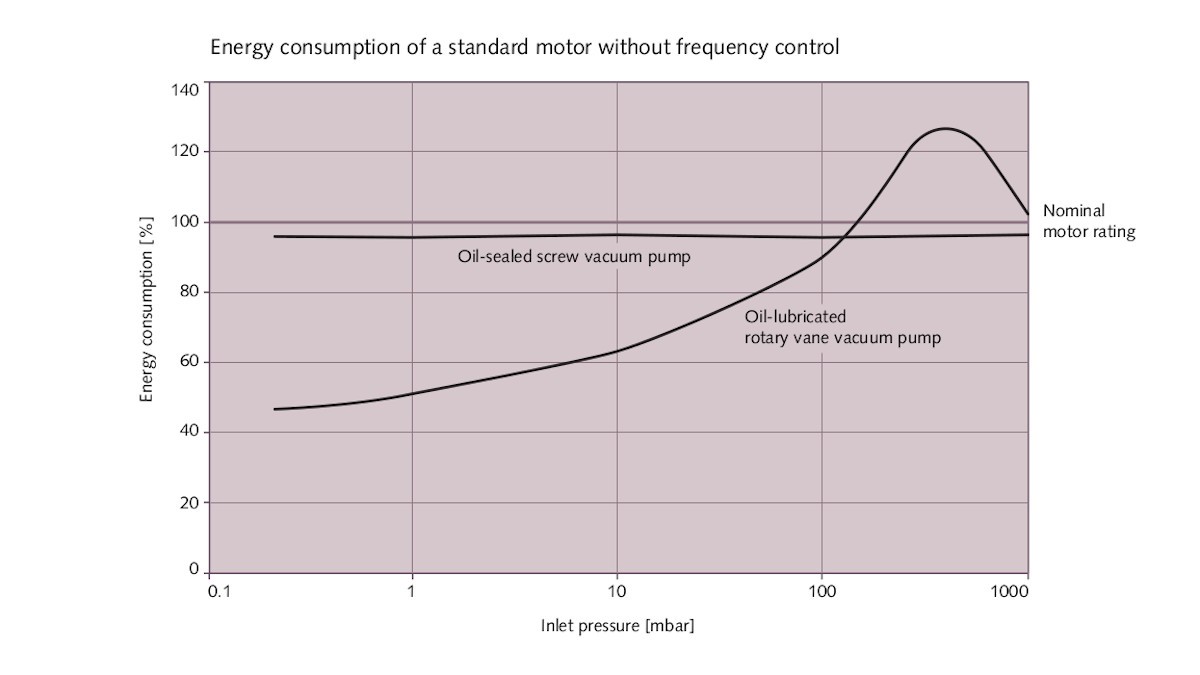
図1:スタンダードモーターの消費電力。出典:Busch Vacuum Solutions.

-
図1:スタンダードモーターの消費電力。出典:Busch Vacuum Solutions.
試験1:需要に応じて制御を加えた運転と最大負荷運転の比較 この試験は、オイルシール式スクリュー真空ポンプ(SVP)のメーカーによって実施されました。このメーカーは主にコンプレッサーを専門としており、SVPはコンプレッサー技術から派生したものです。これと、BuschのR5 RA 0630 C オイル潤滑式ロータリーベーン真空ポンプ(RVVP)とが比較検討されました。しかし、この試験条件では、いくつかの理由により現実的な比較は実現しませんでした。 試験サイクルは、さまざまな真空利用プロセスをシミュレートしたものでしたが、 ところが、SVPが停止する夜間のダウンタイムに、RVVPは運転を継続するような意図的な設定も見られました。試験では、SVPは、製造停止時に周波数コンバーターにより真空ポンプも停止する統合制御システムを搭載したシステム構成で運転されました。一方、RVVPは、明らかに常時最大負荷運転をする独立した機械として接続されていました。 たとえて言うなら、試験1は、りんごとオレンジを比較するようなものです。継続運転される真空ポンプは、当然のことながら、休止中に自動的に停止するよう制御されている真空ポンプよりも多くの電力を消費します。RVVPにも周波数コンバーターや制御システムを搭載することができ、Buschはそういった構成のご提案をしています。これを用いれば、試験条件を同等にすることができたと思われますが、 実際には、実行されていません。残念ながら、試験の説明には、このように重要な基本的条件についての正確な情報が不足しています。 設計上、RVVPは一般に、大気圧から300 hPa(mbar)程度までの起動段階で最も多く電力を消費します(図1)。しかし、消費電力は、吸気圧の低下に伴って大幅に減少します。一方SVPは、大気圧から到達真空度までの間で、消費電力量はほぼ変わりません。つまり、RVVPは、到達真空度から100 hPa(mbar)までの動作範囲では、必要な電力がSVPよりも大幅に少なくて済むということになります。
試験2:同一条件での比較 2つ目の比較試験(図2)は、先頃、第三者試験認証機関であるTÜV Südによって実施されたものです。同機関は、世界でも有数の第三者試験認証機関です。試験1と同じ真空ポンプが使用されましたが、今回は停止時間や夜間のシャットダウンなどを含まない、実稼働のみのシミュレーションです。試験2では、真空包装機の包装サイクルがシミュレートされました。包装は、一般産業で使われる真空ポンプで多く見られる用途です。この用途で実際よく使われる構成を再現し、どちらの真空ポンプもメカニカルブースターを組合せます。さらに、試験の条件および手順は、真空包装機の有名メーカーのチェックを受け、現実的なシミュレーションであるというお墨付きを得ています。 1つの用途例として、食肉やチーズ製品の包装に使用されるような、チャンバーサイズの大きな包装機が選択されました。一般的に、製品が自動的に供給されるこのような機械では、1分間に複数回のサイクルが処理されます。 試験では、300リットルのチャンバーを用意し、チャンバーとメカニカルブースターポンプと真空ポンプの配管の長さを11.5 mとしてシミュレーションを実行しました。チャンバーは各サイクルで5 hPa(mbar)まで排気します。 排気時間は、真空ポンプの性能によって異なります。排気サイクルの間隔は、このサイズの包装機の一般的な間隔である、14秒に設定されました。必要とされる真空ポンプの排気時間とその消費電力が記録されました。
-
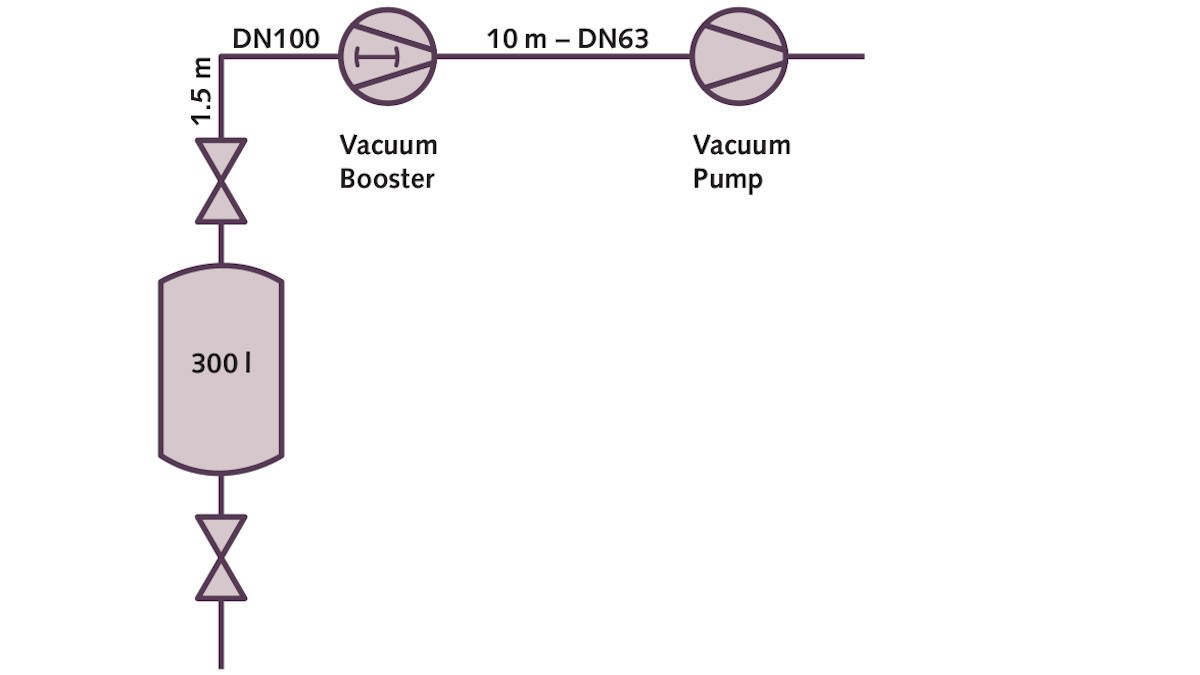
図2:バッファタンク、メカニカルブースターポンプ、および試験対象の真空ポンプをバックポンプとして配置した現実的な構成 出典:Busch Vacuum Solutions.

-
図2:バッファタンク、メカニカルブースターポンプ、および試験対象の真空ポンプをバックポンプとして配置した現実的な構成 出典:Busch Vacuum Solutions.
明白な結果 さまざまな試験の結果は一貫して明白でした。ロータリーベーン真空ポンプ(RVVP)のほうがスクリュー真空ポンプ(SVP)よりも排気速度が速く(図3)、消費電力は少なくて済みました。RVVPの設定速度によっては、さらに、排気時間が短い、あるいは消費電力が少ない結果となります。たとえば、RVVPは、40 Hzでは11%高速化し、消費電力は42%削減されます。
-
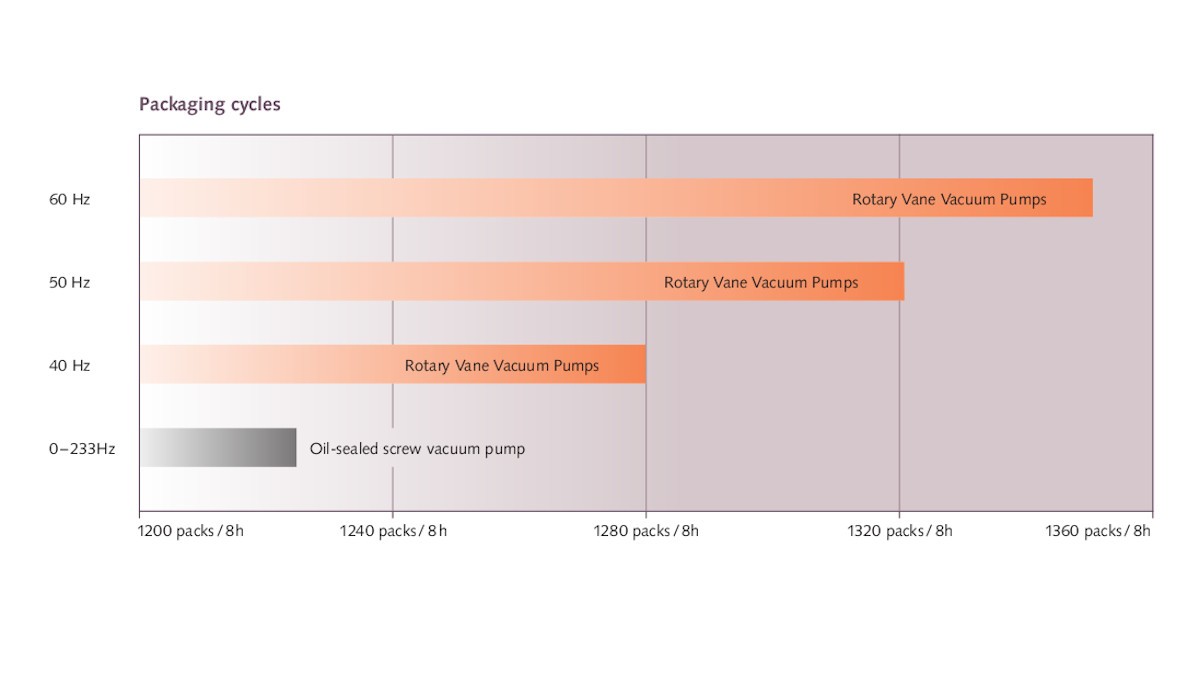
図3:真空ポンプの速度または設計によるショット数の差 出典:Busch Vacuum Solutions.

-
図3:真空ポンプの速度または設計によるショット数の差 出典:Busch Vacuum Solutions.
試験では、排気時間と消費電力だけでなく、排気速度と消費電力も吸気圧との相関が認められました(図4)。これらの測定値から、さまざまな真空レベルで、エネルギー原単位(SEC)が算出されました。これにより、1時間あたり1立方メートルの空気を特定の真空レベルにまで吸気するために必要なワット数に関する正確な情報が得られます。ここでも、すべての真空レベルにおいてRVVPはSVPより優れています。消費電力は13~73%低い結果となりました。10 hPa(mbar)の真空レベル(包装用途の典型的な真空度)では、RVVPの消費電力はSVPと比べて38%少なくなります(図4)。
-
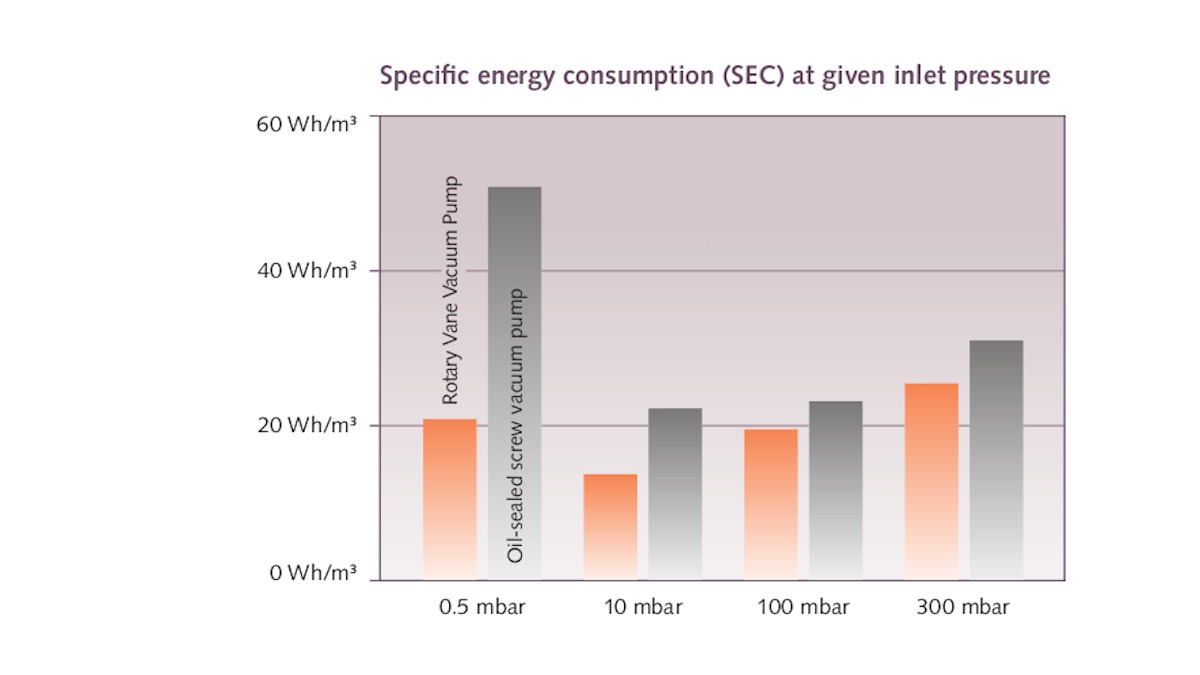
図4:吸気圧の関数としての試験対象真空ポンプのエネルギー原単位(SEC)の比較。出典:Busch Vacuum Solutions.

-
図4:吸気圧の関数としての試験対象真空ポンプのエネルギー原単位(SEC)の比較。出典:Busch Vacuum Solutions.
原理の問題 結果は、驚くほど明白です。RVVPは、真空ポンプ技術の中では古くからあるものです。今回使用されたR5 RA 0630 Cには、長年にわたる真空技術の最適化が活かされています。一方、SVPは、基本的には用途転換されたコンプレッサーです。真空生成も圧縮も、気体の抽出であることに変わりはありませんが、目的が異なれば、必要な技術的ソリューションも異なります。 コンプレッサーの場合は圧縮比は通常1:10であり、真空ポンプの場合は、これよりはるかに高く1:100~1:1,000となります。これは、製造側から見ると、スクリューコンプレッサーはスクリューとハウジングの製作公差の許容範囲が大きい、ということです。そのため、製造時のコスト効率が高いほか、内部の漏れが多くても1:100という圧縮比を達成させることができます。しかし、これは、回転数を最大で7,000 rpmにまで上げてこそです。一方RVVPは、製作公差を極限まで低減させ、精度の高い製造技術で作られた構成部品からなる真空ポンプのため、リーク率も極めて少なく、最終的にはより高い圧縮比が達成されます。このような理由で、少ない消費電力で、排気開始から完了まで一貫した性能を発揮することができます。そのため、動作の最大回転数はわずか1,000 rpmとなります。回転数が少なければ少ないほど、機械的な負荷が削減され、メンテナンスの必要性も少なくなります。これにより、耐用年数が大幅に延び、機械のライフサイクルコストを抑えることもできます。 その一方で、SVPは、1,000~300 hPa(mbar)の範囲で真空ポンプの過負荷を防止するために、吸気制御バルブを利用して別途圧力を制御する必要があります。このため大気圧から低真空までの間では、運転性能が大幅に低下します。この点と、コンプレッサー構造からの設計の流用という点が、排気時間が長くなる大きな原因となります。 結局のところ、この比較試験の結果には、これらの違いが影響を及ぼしたことになります。
結論 試験2は、現実的な条件下で実施されました。りんごをりんごと比較した、つまり、真空生成の実際の性能データを収集し、比較したことになります。
BuschのR5 RA 0630 Cオイル潤滑ロータリーベーン真空ポンプ(RVVP)は、排気時間と消費電力の両面で、本来コンプレッサーとして設計されたスクリュー真空ポンプ(SVP)よりも性能が大幅に優れていると言えます。
この試験結果は、この性能クラスのベストセラーである真空ポンプの優位性を裏付けるものとなりました。