Vakuumteknik förekommer överallt inom träbearbetningsindustrin.

Källa: Tomasz Nieweglowski – istockphoto.com.
Vakuum inom träbearbetning – del 1
Vakuumteknik förekommer överallt inom träbearbetningsindustrin. Möjligheterna att använda vakuum är mycket mångsidiga.
Men ämnet vakuum är ofta ett okänt ämne för många som träbearbetare och träarbetare, för att inte säga att det är ett mycket konstigt obekvämt ämne. Vi vill dela med oss av användbar information inom detta och de kommande tre utgåvorna för att förklara olika typer av vakuumgenerering, deras fördelar och nackdelar och, inte minst, diskutera frågan om ekonomisk effektivitet. Idag ska vi börja med några grundläggande tankar om ämnet vakuum.
Vakuum – vad är det egentligen?
Inom träbearbetning används vakuum huvudsakligen för:- Fastspänning på CNC-maskiner
- Hålla fast och transportera panelmaterial och arbetsstycken med hanteringsutrustning
- Gjut- och fanérpressar
Inom träarbete används vakuum för :
- Torkning av sågat virke, konstruktionsvirke, och
- Impregnering av trä.
Hålla fast och lyfta träbitar
Vakuum används oftast för vakuumfastspänning på CNC-maskiner och annan bearbetningsutrustning. Här används hållkraften hos vakuum för snabb och säker fastsättning av olika panelmaterial eller delar av massivt trä under träbearbetningen utan att lämna tryckmärken. Hanteringsutrustning och monteringsrobotar får också ofta sin hållkraft från vakuum.
Vakuum används oftast för vakuumfastspänning på CNC-maskiner och annan bearbetningsutrustning.
-
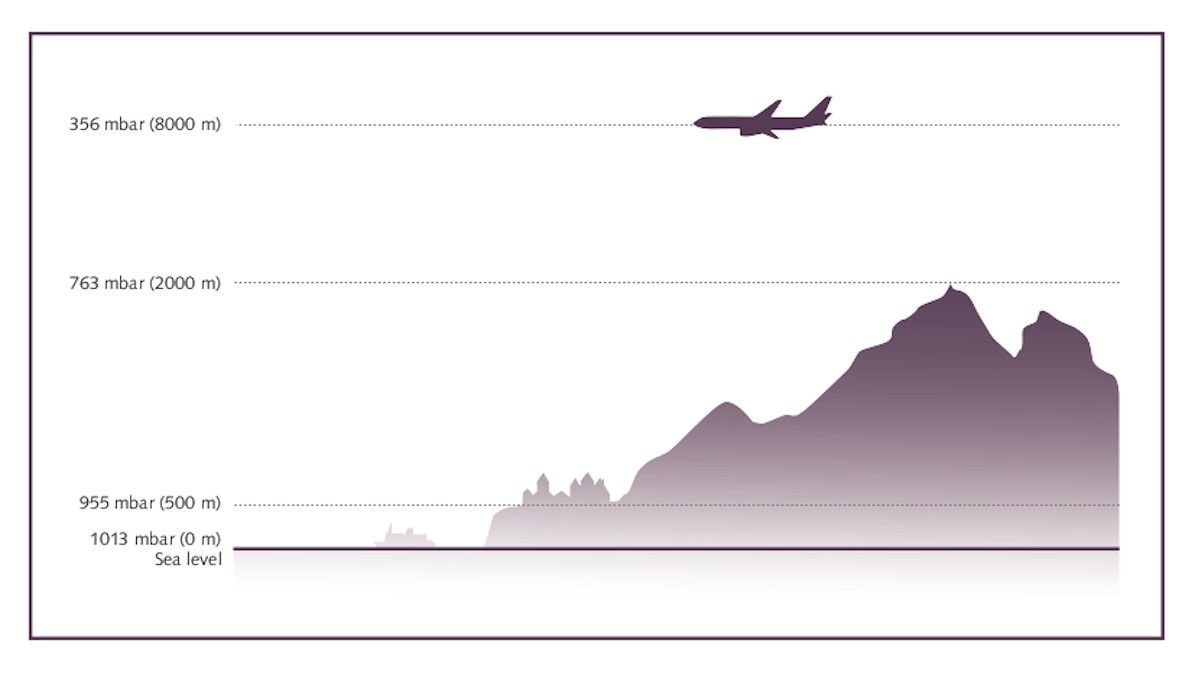
Fig. 1: Atmosfärstryck beroende på höjd. Källa: Busch Vacuum Solutions.

-
Fig. 1: Atmosfärstryck beroende på höjd. Källa: Busch Vacuum Solutions.
Den vanligaste enheten för tryck vid vakuum är millibar (mbar), även om detta tryckområde enligt normerna ska anges i Pascal (Pa). Inom vakuumteknik antar vi absoluta tryck som teoretiskt starta vid 0 mbar och slutar vid 1 000 mbar (= atmosfärstryck). Särskilt inom träbearbetningsindustrin används fortfarande ofta bar, minus-bar (-bar) eller specifikation av tryck i procent (%) (fig. 2).
-
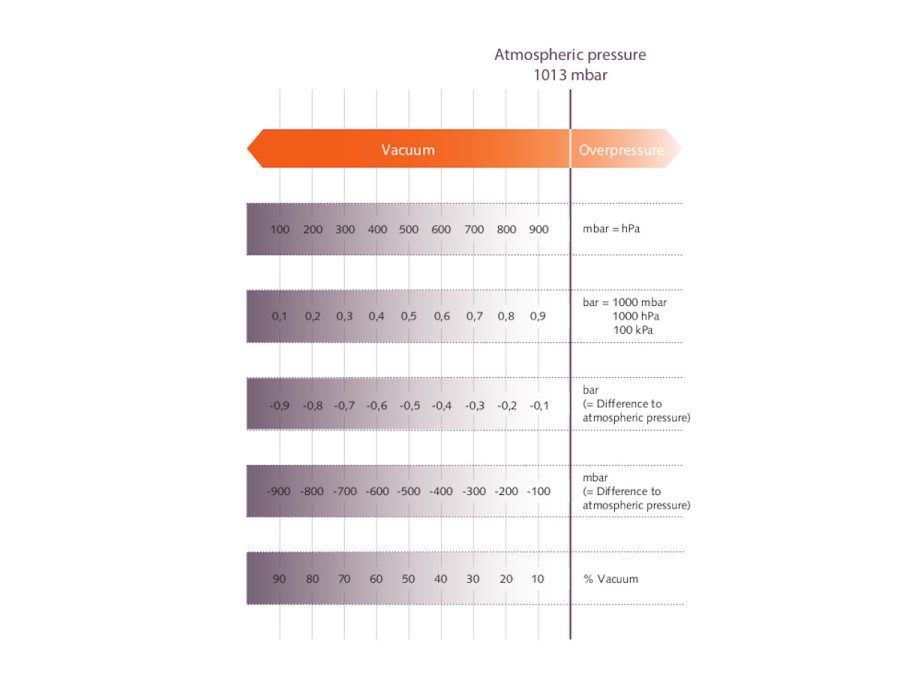
Fig. 2: Standardtryckenheter som används för vakuum. Källa: Busch Vacuum Solutions.

-
Fig. 2: Standardtryckenheter som används för vakuum. Källa: Busch Vacuum Solutions.
Krafter vid fastspänning med vakuum
Kommer det fastspända arbetstycket att hålla? Är vakuumet tillräckligt eller är vakuumpumpens prestanda tillräckligt bra? Det här är frågor som alla har ställt – senast när det roterande verktyget närmar sig det fastspända arbetsstycket. Ur ett rent teoretiskt perspektiv minskar trycket mellan arbetsstycket och bearbetningsbordet, stödytan eller sugkoppen under fastspänningen genom att luft sugs ut och vakuum genereras. Nu är atmosfärstrycket högre och pressar arbetsstycket mot bearbetningsbordet och ”spänner fast” det. Fysiskt tryck definieras som en kraft som verkar på ett specifikt område. Trycket är således en funktion av kraft och yta (fig. 3).
-
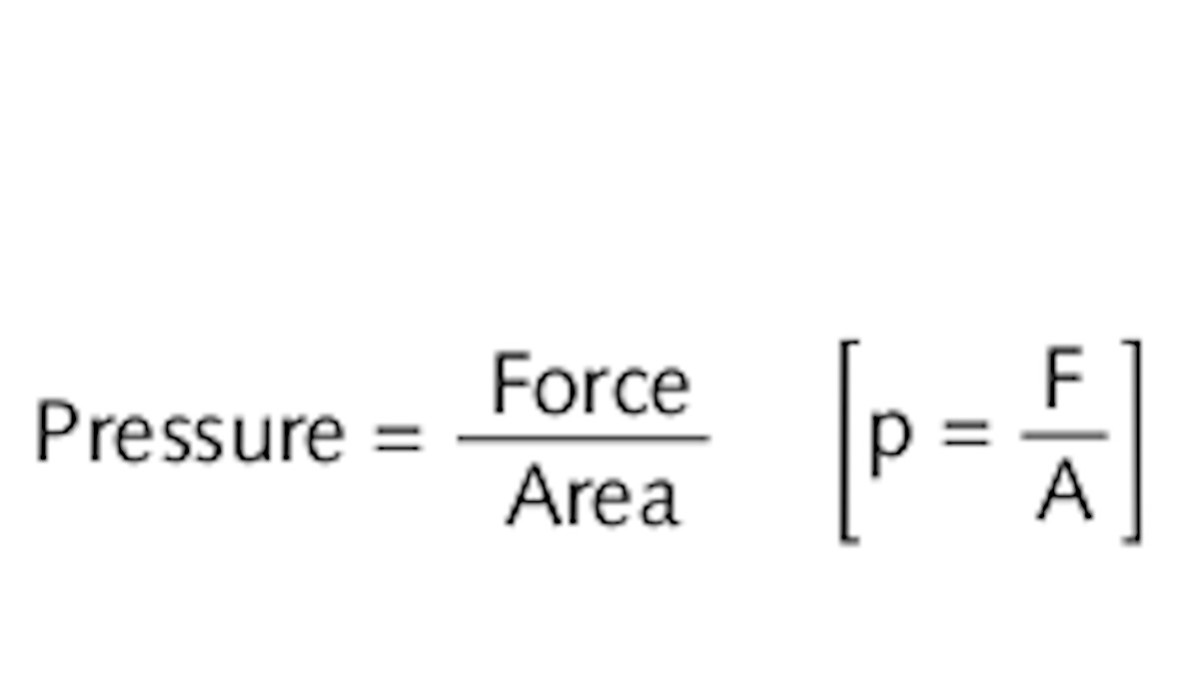
Fig. 3: Tryck är den kraft som verkar på ett definierat område. Källa: Busch Vacuum Solutions.

-
Fig. 3: Tryck är den kraft som verkar på ett definierat område. Källa: Busch Vacuum Solutions.
I praktiken innebär detta: ju större arbetsstycke som hålls uppe, desto större hållkraft. Detta kan bäst förklaras med ett exempel:
En massiv träskiva placeras på CNC-maskinens rasterbord för bearbetning och en tätning skapas med en gummitätning som stämmer med skivans mått (fig. 4). En vakuumpump suger ut luften mellan träskivan och rasterbordet i det täta området.
En massiv träskiva placeras på CNC-maskinens rasterbord för bearbetning och en tätning skapas med en gummitätning som stämmer med skivans mått (fig. 4). En vakuumpump suger ut luften mellan träskivan och rasterbordet i det täta området.
-
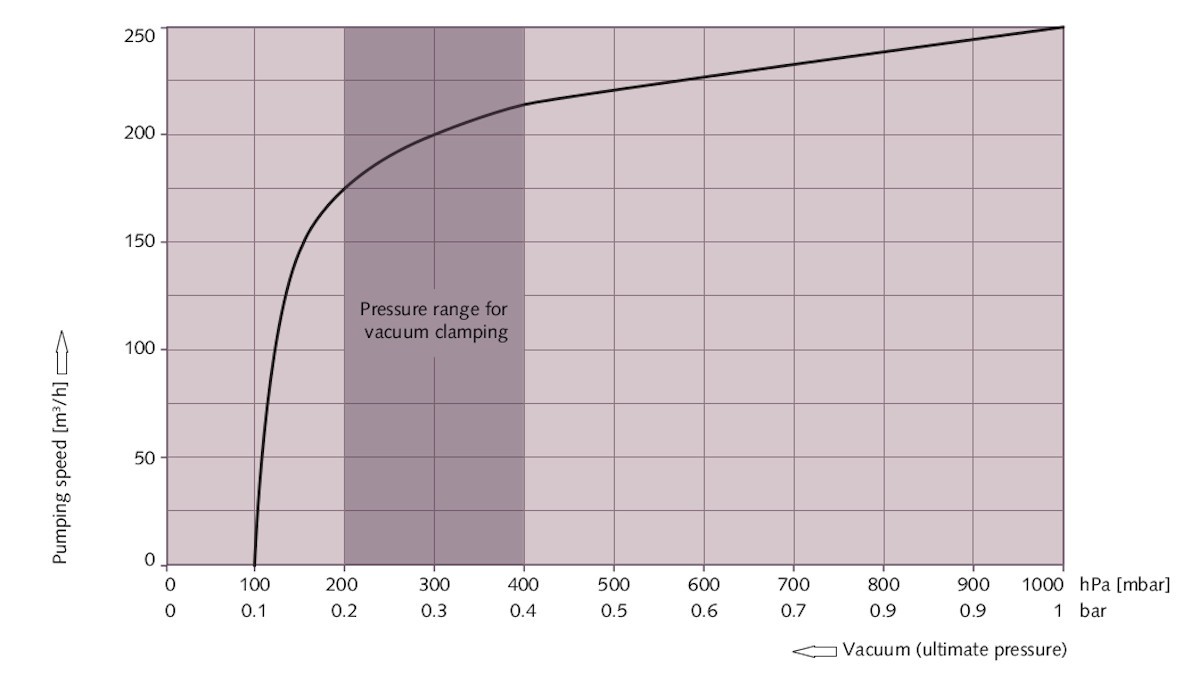
Fig. 4: Kapacitetskurvan visar förhållandet mellan kapacitet och sluttryck. Källa: Busch Vacuum Solutions.

-
Fig. 4: Kapacitetskurvan visar förhållandet mellan kapacitet och sluttryck. Källa: Busch Vacuum Solutions.
Beräkning: Atmosfärstryck: 1 000 mbar Vakuumpumpens undertryck (arbetstryck): 200 mbar Träskivans mått: 1 000 x 500 mm
Differenstryck: 1 000 mbar – 200 mbar = 800 mbar = 80 000 Pa [N/m2]
Stödyta = fastspänningsyta 1 000 x 500 mm = 500 000 mm2 = 0,5 m2
Hållkraft F = p x A F = 80 000 N/m2 x 0,5 m2 =
40 000 N = 4 000 kg
40 000 N = 4 000 kg
Det innebär att den massiva träskivan som har en yta på 0,5 m2 hålls fast av vakuumet med en hållkraft på 40 000 N, vilket teoretiskt motsvarar att skivan trycker mot bearbetningsbordet med en vikt på 4 ton. Om en massiv träskiva på 150 x 150 mm spändes fast under samma förhållanden skulle hållkraften vara F = 80 000 N/m2 x 0,0225 m2 = 1 800 N = 180 kg.
Frågan är nu hur kraftfull vakuumets vertikala hållkraft måste vara för att säkert spänna fast ett arbetsstycke. Exempelberäkningarna visar att hållkraften för panelmaterial med stora ytor kan utvärderas mindre kritiskt än mindre trästycken eller material som är luftgenomsläppliga eller som har ojämna ytor som leder till läckage. I praktiken är det svårt att fastställa vilken hållkraft som krävs eftersom olika faktorer som drift- eller fastspänningsfaktorer, skär- och matningshastigheter och riktningar, material och friktionsmotstånd måste tas i beaktande. Därför används vanligtvis tumregler.
Frågan är nu hur kraftfull vakuumets vertikala hållkraft måste vara för att säkert spänna fast ett arbetsstycke. Exempelberäkningarna visar att hållkraften för panelmaterial med stora ytor kan utvärderas mindre kritiskt än mindre trästycken eller material som är luftgenomsläppliga eller som har ojämna ytor som leder till läckage. I praktiken är det svårt att fastställa vilken hållkraft som krävs eftersom olika faktorer som drift- eller fastspänningsfaktorer, skär- och matningshastigheter och riktningar, material och friktionsmotstånd måste tas i beaktande. Därför används vanligtvis tumregler.
Olika möjligheter till vakuumfastspänning
Man skiljer mellan tre möjliga vakuumfastspänningsprocedurer: - Rasterbord
- Nestingmetod (sugteknologi)
- Konsolsystem med vakuumblock
Parametrar för vakuumteknik
I princip finns det tre parametrar som måste beaktas för att välja den lämpligaste vakuumtekniken. Sluttryck
Sluttrycket anger vakuumpumpens högsta möjliga uppnåbara vakuumnivå, eller lägsta undertryck. Kapacitet
Med detta menar man den luftvolym som en vakuumpump kan suga ut under en viss tidsperiod. Kapaciteten påverkas av vakuumpumpens geometri (volym) och varvtal. Ju högre kapacitet, desto snabbare sugs luften ut och sluttrycket uppnås. Höga kapaciteter hjälper till att kompensera för läckage, till exempel vid användning av nestingmetoden. Effektförbrukning
Mekaniska vakuumpumpar drivs vanligtvis av en elmotor. Beroende på konstruktionsprincip och effektivitetsfaktor förbrukar vakuumpumpar olika mängder energi.
För att uppnå största möjliga energieffektivitet är det viktigt att välja en vakuumpump som ger nödvändig prestanda med avseende på sluttryck och kapacitet, och som samtidigt har lägsta möjliga energibehov.
Alla tre parametrarna är beroende av varandra. För det första så minskar kapaciteten när vakuumpumpen närmar sig sluttrycket (fig. 4). För det andra är en vakuumpumps energibehov lägst vid en viss driftspunkt. Det är svårt för lekmän att designa vakuumgenerering perfekt, vilket är anledningen till att vi alltid rekommenderar att konsultera en vakuumspecialist.
I den andra delen av vår serie ”Vakuum inom träbearbetning” kommer vi att titta närmare på de olika typerna av vakuumgenerering.