Vakuumtechnik ist in der Holzbearbeitung allgegenwärtig.

Quelle: Tomasz Nieweglowski - istockphoto.com.
Vakuum in der Holzbearbeitung – Teil 1
Vakuumtechnik ist in der Holzbearbeitung allgegenwärtig. Die Möglichkeiten Vakuum zu nutzen sind sehr vielseitig.
Dennoch ist das Thema Vakuum für viele Holzver- und -bearbeiter oft eine Unbekannte, um nicht zu sagen, eine Unheimliche. In einer Serie in dieser und den drei nächsten Ausgaben wollen wir nützliche Informationen beisteuern, um die verschiedenen Arten der Vakuumerzeugung sowie deren Vor- und Nachteile zu erläutern und nicht zuletzt das Thema Wirtschaftlichkeit zu durchleuchten. Heute beginnen wir mit ein paar grundlegenden Überlegungen zum Thema Vakuum.
Vakuum – Was ist das eigentlich?
Bei der Holzbearbeitung wird Vakuum hauptsächlich eingesetzt zum:- Spannen auf CNC-Bearbeitungsmaschinen
- Halten und Transportieren von Plattenmaterial und Werkstücken mit Handlingsgeräten
- Form- und Furnierpressen
Bei der Holzverarbeitung wird Vakuum zum
- Trocknen von Schnitt- und Bauhölzern und zur
- Holzimprägnierung.
Halten und Heben von Holzteilen
Beim Vakuumspannen auf CNC-Oberfräsen und anderen Bearbeitungsmaschinen wird die Vakuumtechnik am häufigsten eingesetzt. Hier nützt man die Haltekraft des Vakuums aus, um verschiedene Plattenmaterialien oder Massivholzteile bei der Bearbeitung sicher, schnell und ohne Druckstellen zu fixieren. Auch bei Handling-Geräten oder Bestückungsrobotern wird diese Haltekraft oft durch Vakuum erzeugt.
Beim Vakuumspannen auf CNC-Oberfräsen und anderen Bearbeitungsmaschinen wird die Vakuumtechnik am häufigsten eingesetzt.
-
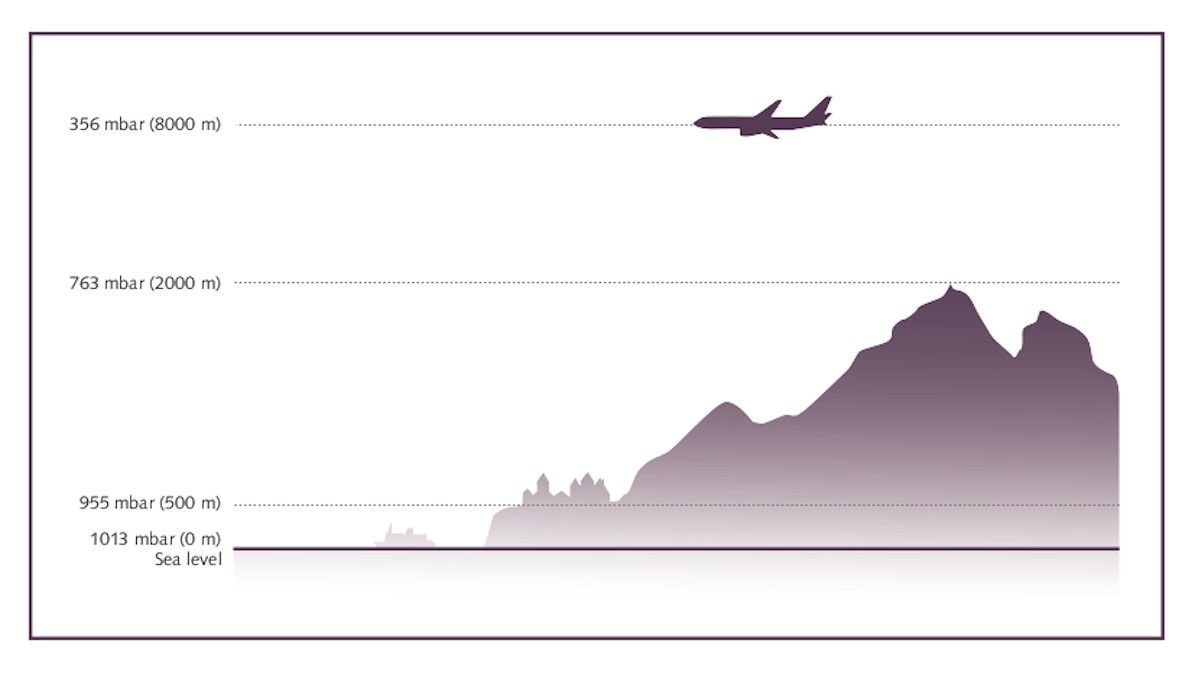
Abb. 1: Atmosphärendruck in Abhängigkeit von Höhenmetern. Quelle: Busch Vacuum Solutions.

-
Abb. 1: Atmosphärendruck in Abhängigkeit von Höhenmetern. Quelle: Busch Vacuum Solutions.
Die gebräuchlichste Druckeinheit für Vakuum ist Millibar (mbar), obwohl nach Norm dieser Druckbereich in Pascal (Pa) angegeben werden soll. Dabei geht man in der Vakuumtechnik vom Absolutdruck aus, beginnt also bei theoretisch 0 Millibar und endet bei 1.000 Millibar (=Atmosphärendruck). Speziell in der holzbearbeitenden Industrie sind aber auch Bar (bar), Minus-Bar (-bar) oder die Angabe des Druckes in Prozent (%) oft noch üblich (Abb. 2).
-
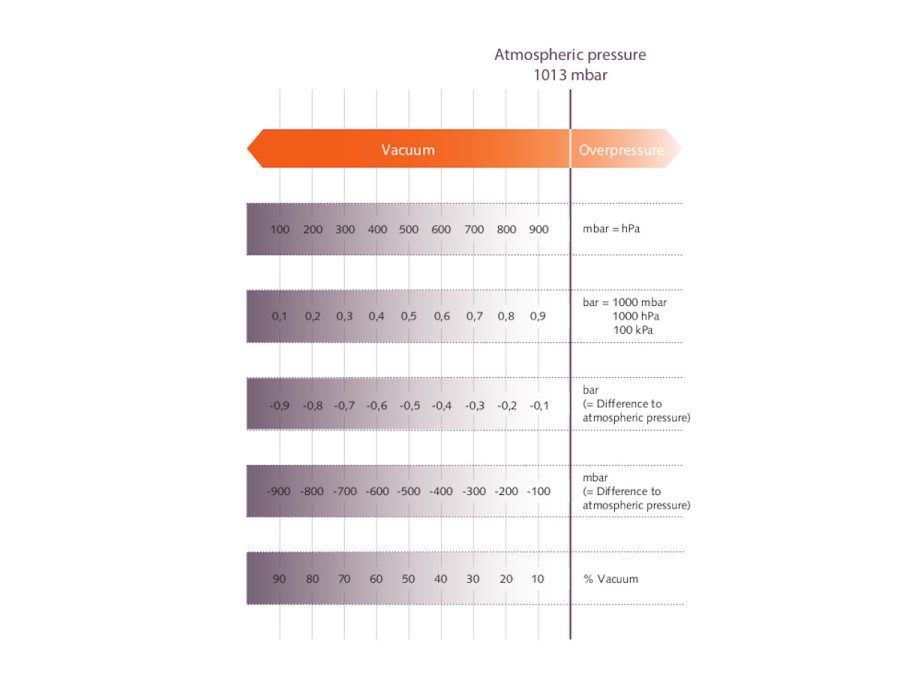
Abb. 2: Übliche Druckeinheiten im Vakuumbereich. Quelle: Busch Vacuum Solutions.

-
Abb. 2: Übliche Druckeinheiten im Vakuumbereich. Quelle: Busch Vacuum Solutions.
Kräfte beim Spannen mit Vakuum
Hält das aufgespannte Werkstück? Ist das Vakuum ausreichend oder die Vakuumpumpe leistungsstark genug? Fragen, die sich jeder schon gestellt hat, spätestens dann, wenn sich das rotierende Werkzeug dem aufgespannten Werkstück nähert. Ganz theoretisch betrachtet vermindert man beim Spannen den Druck zwischen dem Werkstück und dem Bearbeitungstisch, beziehungsweise der Auflagefläche oder dem Sauger, indem man die Luft absaugt, also ein Vakuum erzeugt. Der jetzt höhere Atmosphärendruck drückt nun das Werkstück auf den Bearbeitungstisch und „spannt“ es dadurch. Der physikalische Druck ist definiert als eine Kraft, die auf eine bestimmte Fläche wirkt. Der Druck ist somit eine Funktion zwischen Kraft und Fläche (Abb. 3).
-
Abb. 3: Der Druck ist die Kraft, die auf eine definierte Fläche wirkt. Quelle: Busch Vacuum Solutions.

-
Abb. 3: Der Druck ist die Kraft, die auf eine definierte Fläche wirkt. Quelle: Busch Vacuum Solutions.
In der Praxis heißt das: Je größer das aufliegende Werkstück, desto größer die Haltekraft. Dies lässt sich am besten an einem Beispiel erklären:
Eine Massivholzplatte wird zur Bearbeitung auf den Rastertisch einer CNC-Bearbeitungsmaschine gelegt, der mit Dichtungsgummi gemäß den Abmessungen der Platte abgedichtet ist (Abb. 4). Eine Vakuumpumpe evakuiert die Luft zwischen der Holzplatte und dem Rastertisch innerhalb der abgedichteten Fläche.
Eine Massivholzplatte wird zur Bearbeitung auf den Rastertisch einer CNC-Bearbeitungsmaschine gelegt, der mit Dichtungsgummi gemäß den Abmessungen der Platte abgedichtet ist (Abb. 4). Eine Vakuumpumpe evakuiert die Luft zwischen der Holzplatte und dem Rastertisch innerhalb der abgedichteten Fläche.
-
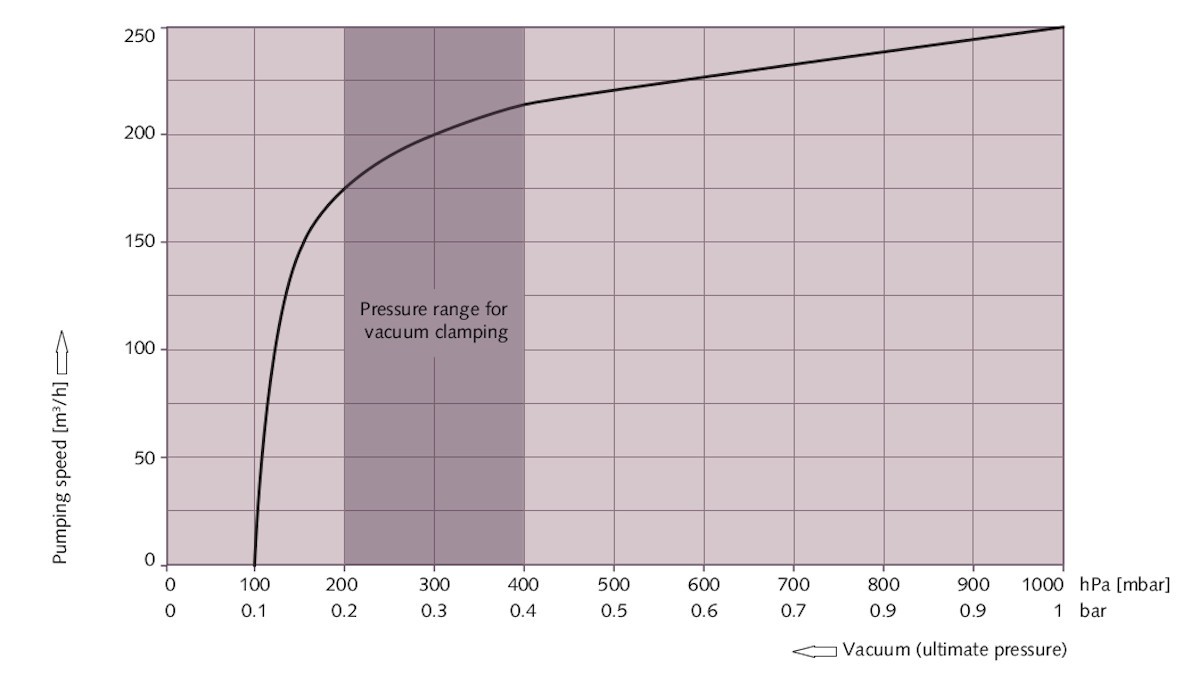
Abb. 4: Die Saugvermögenskurve zeigt den Zusammenhang zwischen Saugvermögen und Enddruck. Quelle: Busch Vacuum Solutions.

-
Abb. 4: Die Saugvermögenskurve zeigt den Zusammenhang zwischen Saugvermögen und Enddruck. Quelle: Busch Vacuum Solutions.
Berechnung: Atmosphärendruck: 1.000 mbar Unterdruck Vakuumpumpe (Arbeitsdruck): 200 mbar Maße Holzplatte: 1.000 x 500 mm
Differenzdruck: 1.000 mbar – 200 mbar = 800 mbar = 80.000 Pa [N/m2]
Auflagefläche = Spannfläche 1.000 x 500 mm =
500.000 mm2 = 0,5 m2
500.000 mm2 = 0,5 m2
Haltekraft: F = p x A F = 80.000 N/m2 x 0,5 m2=
40.000 N = 4.000 kg
40.000 N = 4.000 kg
Dies heißt, die Massivholzplatte mit einer Fläche von 0,5 m2 wird durch das Vakuum mit einer Haltekraft von 40.000 N gehalten, was einem theoretischen Gewicht von 4 Tonnen entspricht, das die Platte auf den Bearbeitungstisch presst. Würde unter den gleichen Bedingungen ein Massivholzbrett von 150 x 150 mm gespannt werden, wäre die Haltekraft F = 80.000 N/m2 x 0,0225 m2 = 1.800 N = 180 kg.
Die Frage ist nun, wie groß diese vertikale Haltekraft durch das Vakuum sein muss, um ein Werkstück sicher zu spannen. An den Berechnungsbeispielen erkennt man, dass bei großflächigem Plattenmaterial die Haltekraft wesentlich unkritischer zu betrachten ist, als bei kleineren Holzteilen oder bei Materialien, die luftdurchlässig sind oder eine unebene, sprich undichte, Oberfläche haben. In der Praxis lässt sich die notwendige Haltekraft nur schwer ermitteln, weil unterschiedlichste Faktoren, wie Eingriffs- und Spanungsgrößen oder Schnitt- und Vorschubgeschwindigkeiten und -richtungen, Materialien und Reibwiderstände berücksichtigt werden müssen, so dass in aller Regel mit Erfahrungswerten gearbeitet werden muss.
Die Frage ist nun, wie groß diese vertikale Haltekraft durch das Vakuum sein muss, um ein Werkstück sicher zu spannen. An den Berechnungsbeispielen erkennt man, dass bei großflächigem Plattenmaterial die Haltekraft wesentlich unkritischer zu betrachten ist, als bei kleineren Holzteilen oder bei Materialien, die luftdurchlässig sind oder eine unebene, sprich undichte, Oberfläche haben. In der Praxis lässt sich die notwendige Haltekraft nur schwer ermitteln, weil unterschiedlichste Faktoren, wie Eingriffs- und Spanungsgrößen oder Schnitt- und Vorschubgeschwindigkeiten und -richtungen, Materialien und Reibwiderstände berücksichtigt werden müssen, so dass in aller Regel mit Erfahrungswerten gearbeitet werden muss.
Verschiedene Möglichkeiten des Vakuumspannens
Im Wesentlichen wird zwischen drei möglichen Verfahren des Vakuumspannens unterschieden: - Rastertisch
- Nesting-Verfahren (Durchsaugtechnik)
- Konsolensystem mit Vakuumblocks
Parameter der Vakuumtechnik
Prinzipiell gibt es drei Parameter, die bei der Auswahl der geeignetsten Vakuumtechnik berücksichtigt werden müssen. Enddruck
Der Enddruck gibt das höchstmöglich erreichbare Vakuumniveau, beziehungsweise den niedrigsten Unterdruck einer Vakuumpumpe an. Saugvermögen
Darunter wird die Luftmenge verstanden, die eine Vakuumpumpe in einer bestimmten Zeit absaugen kann. Das Saugvermögen wird durch die Geometrie (Volumen) der Vakuumpumpe und ihrer Drehzahl beeinflusst. Je höher das Saugvermögen, desto schneller wird die Luft abgesaugt und der Enddruck erreicht. Hohe Saugvermögen helfen Leckagen, zum Beispiel beim Nesting-Verfahren, zu kompensieren. Leistungsaufnahme
Mechanische Vakuumpumpen werden in der Regel von einem Elektromotor angetrieben. Je nach Bauprinzip und Wirkungsgrad nehmen Vakuumpumpen unterschiedlich viel Energie auf.
Um die größtmögliche Energieeffizienz zu erzielen, ist es wichtig, eine Vakuumpumpe auszuwählen, die die benötigte Leistung an Enddruck und Saugvermögen erbringt und gleichzeitig einen möglichst geringen Energiebedarf hat.
Alle drei Parameter sind voneinander abhängig. Zum einen sinkt das Saugvermögen je mehr sich die Vakuumpumpe dem Enddruck nähert (Abb. 4). zum anderen arbeitet eine Vakuumpumpe an einem bestimmten Betriebspunkt mit geringstem Energiebedarf. Eine perfekte Auslegung der Vakuumerzeugung ist für einen Laien nur schwer zu erreichen, deshalb empfiehlt es sich, stets einen Vakuumspezialisten zu Rate zu ziehen.
Im zweiten Teil unserer Serie „Vakuum in der Holzbearbeitung“ gehen wir auf die verschiedenen Arten der Vakuumerzeugung ein.