La technologie de vide est omniprésente dans l’usinage du bois.

Source : Tomasz Nieweglowski – istockphoto.com.
Le vide dans l'usinage du bois – partie 1
La technologie de vide est omniprésente dans l’usinage du bois. Les possibilités d’utilisation du vide sont très multiples.
Mais le sujet du vide est souvent un thème inconnu pour de nombreux transformateurs et artisans du bois, pour ne pas dire étrangement inconfortable. Nous aimerions partager quelques informations utiles dans ce numéro et dans les trois suivants pour expliquer les différents types de génération de vide, leurs avantages et inconvénients et, surtout, mettre en évidence la question de l’efficacité économique. Aujourd’hui, nous allons commencer par quelques réflexions de base sur le sujet du vide.
Le vide - qu'est-ce que c'est réellement?
Dans l'usinage du bois, le vide est principalement utilisé pour :- Le serrage sur fraiseuses CNC
- Le maintien et le transport de panneaux et de pièces usinés grâce aux techniques de convoyage
- Presses pour moulage et placage
Dans la transformation du bois, le vide est utilisé pour :
- Le séchage des bois de sciage et de construction, et
- L’imprégnation du bois.
Maintien et levage de pièces de bois
Le vide est le plus souvent utilisé pour le serrage sous vide sur des fraiseuses CNC et d’autres équipements d’usinage. Ici, la force de maintien du vide est utilisée pour fixer rapidement et en toute sécurité différents panneaux ou pièces en bois massif pendant l’usinage du bois, sans laisser de traces de pression. L'équipement de manutention et les robots d'assemblage utilisent souvent le vide comme force de maintien.
Le vide est le plus souvent utilisé pour le serrage sous vide sur des fraiseuses CNC et d’autres équipements d’usinage.
-
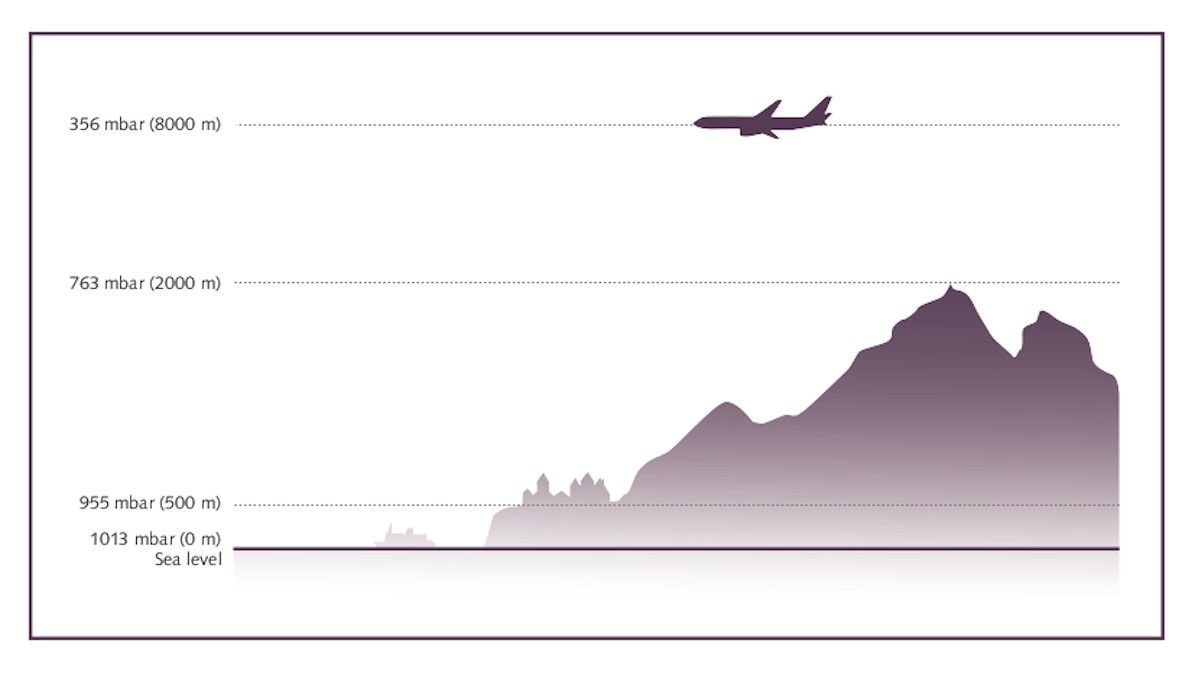
Fig. 1 : pression atmosphérique en fonction de l’altitude. Source : Busch Solutions de Vide.

-
Fig. 1 : pression atmosphérique en fonction de l’altitude. Source : Busch Solutions de Vide.
L’unité de mesure de la pression la plus courante pour le vide est le millibar (mbar), bien que selon les normes, cette plage de pression soit indiquée en pascal (Pa). Dans la technologie de vide, nous supposons des pressions absolues qui commencent théoriquement à 0 mbar et se terminent à 1 000 mbar (= pression atmosphérique). L’industrie de l’usinage du bois en particulier utilise encore souvent le bar, le bar négatif (-bar) ou la spécification de la pression en pourcentage (%) (fig. 2).
-
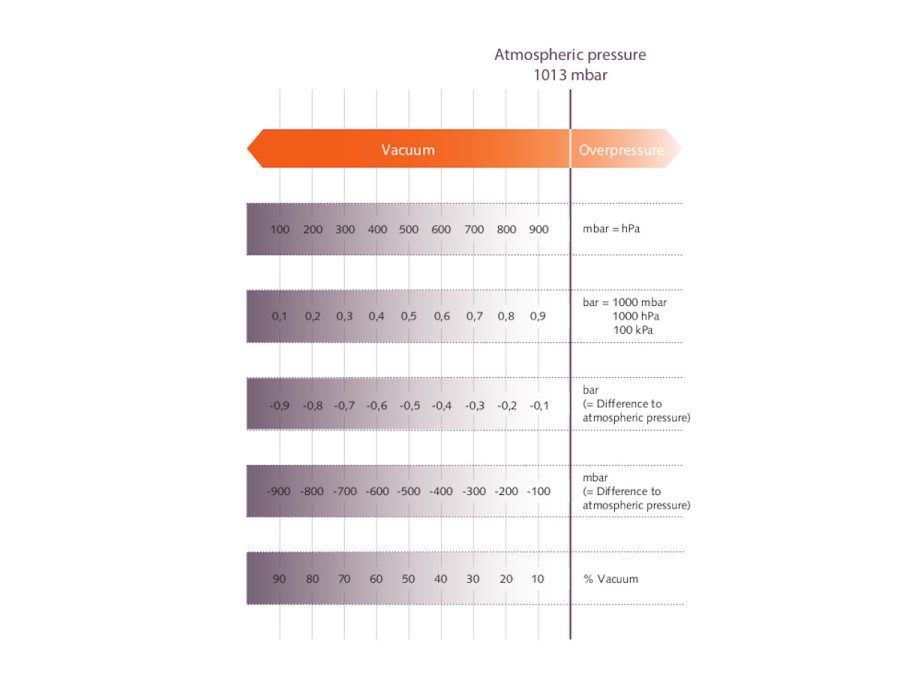
Fig. 2 : unités de pression standard utilisées pour le vide. Source : Busch Solutions de Vide.

-
Fig. 2 : unités de pression standard utilisées pour le vide. Source : Busch Solutions de Vide.
Forces lors du serrage sous vide
La pièce usinée serrée est-elle maintenue ? Le vide est-il suffisant ou les performances de la pompe à vide sont-elles suffisantes ? Ce sont des questions que tout le monde s’est posées, au plus tard lorsque l’outil de tournage s’approche de la pièce usinée serrée. D’un point de vue purement théorique, la pression est réduite pendant le serrage entre la pièce usinée et la table de travail, la surface d'appui ou la ventouse, en évacuant l’air et en générant un vide. La pression atmosphérique est maintenant plus élevée et presse la pièce usinée sur la table de travail, la « serrant » ainsi. La pression physique est définie comme une force qui affecte une zone spécifique. La pression est donc une fonction de la force et de la zone (fig. 3).
-
Fig. 3 : la pression est la force qui agit sur une zone définie. Source : Busch Solutions de Vide.

-
Fig. 3 : la pression est la force qui agit sur une zone définie. Source : Busch Solutions de Vide.
En pratique, cela signifie que plus la pièce usinée supportée est grande, plus la force de maintien est grande. Cela peut être mieux expliqué à l’aide d’un exemple :
Un panneau en bois massif est placé sur la table aspirante de la fraiseuse CNC pour y être usiné, et l'étanchéité est établie à l'aide d'un joint en caoutchouc adapté aux dimensions du panneau (fig. 4). Une pompe à vide aspire l'air situé entre le panneau en bois et la table aspirante, à l'intérieur de la zone étanchéifiée.
Un panneau en bois massif est placé sur la table aspirante de la fraiseuse CNC pour y être usiné, et l'étanchéité est établie à l'aide d'un joint en caoutchouc adapté aux dimensions du panneau (fig. 4). Une pompe à vide aspire l'air situé entre le panneau en bois et la table aspirante, à l'intérieur de la zone étanchéifiée.
-
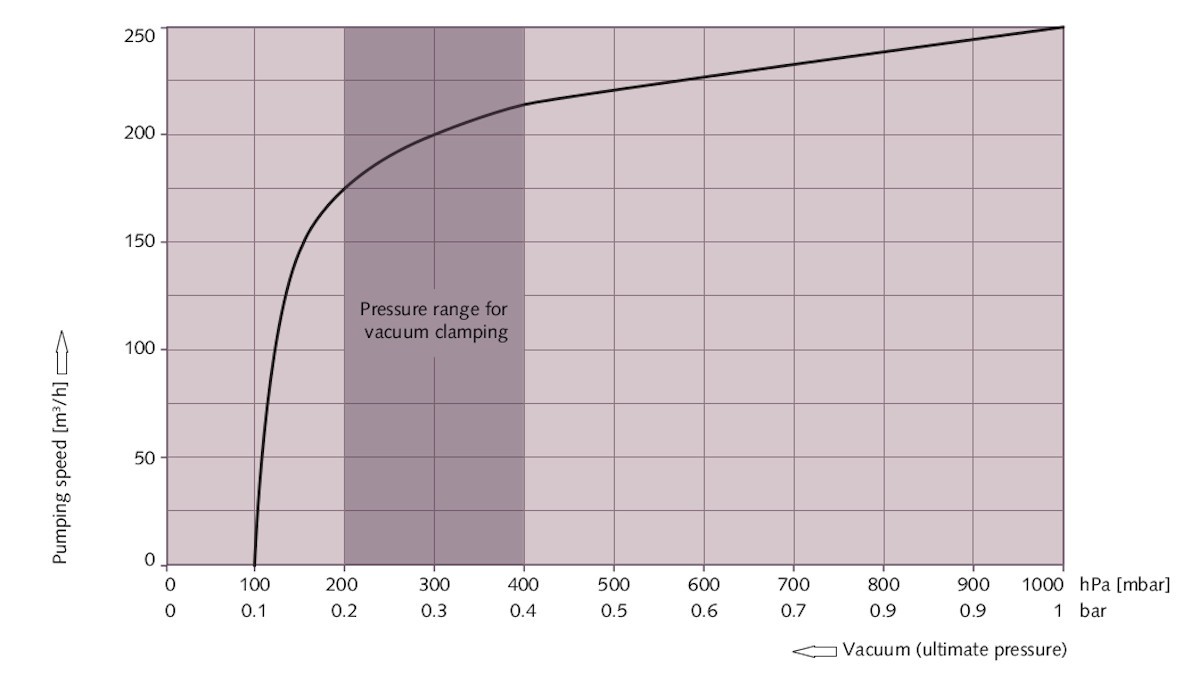
Fig. 4 : la courbe de vitesse de pompage montre la relation existant entre la vitesse de pompage et la pression finale. Source : Busch Solutions de Vide.

-
Fig. 4 : la courbe de vitesse de pompage montre la relation existant entre la vitesse de pompage et la pression finale. Source : Busch Solutions de Vide.
Calcul : Pression atmosphérique°: 1 000 mbar Dépression de la pompe à vide (pression de service) : 200 mbar Dimensions du panneau en bois°: 1 000 x 500 mm
Pression différentielle : 1 000 mbar – 200 mbar = 800 mbar = 80 000 Pa [N/m2]
Surface d'appui = surface de serrage 1 000 x 500 mm = 500 000 mm2 = 0,5 m2
Force de maintien F = p x A F = 80 000 N/m2 x 0,5 m2 =
40 000 N = 4 000 kg
40 000 N = 4 000 kg
C’est-à-dire que le panneau en bois solide d’une surface de 0,5 m2 est maintenu par le vide avec une force de maintien de 40 000 N, ce qui correspond théoriquement à la pression du panneau sur la table de travail avec un poids de 4 tonnes. Si, dans les mêmes conditions, un panneau de bois solide de 150 x 150 mm était serré, la force de maintien serait de F = 80 000 N/m2 x 0,0225 m2 = 1 800 N = 180 kg.
Maintenant, la question est de savoir quelle force de maintien verticale doit avoir le système de vide pour serrer une pièce usinée en toute sécurité. Les exemples de calculs montrent que la force de maintien pour les panneaux avec de grandes surfaces, peut être évaluée de façon moins critique que les petits morceaux de bois ou les matériaux perméables à l’air, ou ayant des surfaces irrégulières qui entraînent des fuites. Dans la pratique, il est difficile de déterminer la force de maintien nécessaire, car différents facteurs tels que les facteurs de fonctionnement ou de serrage, les vitesses et les directions de coupe et d’avance, les matériaux et la résistance au frottement doivent être pris en compte, de sorte que les règles empiriques sont généralement utilisées.
Maintenant, la question est de savoir quelle force de maintien verticale doit avoir le système de vide pour serrer une pièce usinée en toute sécurité. Les exemples de calculs montrent que la force de maintien pour les panneaux avec de grandes surfaces, peut être évaluée de façon moins critique que les petits morceaux de bois ou les matériaux perméables à l’air, ou ayant des surfaces irrégulières qui entraînent des fuites. Dans la pratique, il est difficile de déterminer la force de maintien nécessaire, car différents facteurs tels que les facteurs de fonctionnement ou de serrage, les vitesses et les directions de coupe et d’avance, les matériaux et la résistance au frottement doivent être pris en compte, de sorte que les règles empiriques sont généralement utilisées.
Différentes possibilités de serrage sous vide
On distingue essentiellement trois procédures possibles de serrage sous vide : - Table aspirante
- Méthode par imbrication (technologie d’aspiration)
- Système de console avec blocs à vide
Paramètres de la technologie de vide
Il y a, en principe, trois paramètres à prendre en compte pour choisir la technologie de vide la plus appropriée. Pression finale
La pression finale indique le niveau de vide le plus élevé possible de la pompe à vide, ou la dépression la plus faible. Vitesse de pompage
Il s'agit du volume d'air qu'une pompe à vide est capable d'aspirer dans une période donnée. La vitesse de pompage est influencée par la géométrie (volume) de la pompe à vide, et par sa vitesse. Plus la vitesse de pompage est élevée, plus vite l'air est aspiré, et la pression finale atteinte. Des vitesses de pompage élevées permettent de compenser les fuites, par exemple lors de l'utilisation de la méthode par imbrication. Consommation électrique
Les pompes à vide mécaniques sont généralement entraînées par un moteur électrique. Selon le principe de structure et le facteur de rendement, les pompes à vide consomment différentes quantités d’énergie.
Pour obtenir la plus grande efficacité énergétique possible, il est important de choisir une pompe à vide capable de fournir la performance requise en matière de pression finale et de vitesse de pompage, avec des besoins en énergie les plus faibles possibles.
Les trois paramètres dépendent les uns des autres. Premièrement, la vitesse de pompage diminue au fur et à mesure que la pompe à vide se rapproche de la pression finale (fig. 4). Deuxièmement, le besoin énergétique d’une pompe à vide est le plus faible à un certain point de fonctionnement. La conception parfaite d’une génération de vide est difficile pour les profanes, c’est pourquoi nous recommandons toujours de consulter un spécialiste du vide.
Dans la deuxième pièce de notre série « Le vide dans l’usinage du bois », nous examinerons de plus près les différents types de génération de vide.