V průmyslu zpracování dřeva je vakuová technologie všudypřítomná.

Zdroj: Tomasz Nieweglowski – istockphoto.com.
Vakuum při zpracování dřeva – 1. část
V průmyslu zpracování dřeva je vakuová technologie všudypřítomná. Možnosti použití vakua jsou velmi rozmanité.
Pro mnoho zpracovatelů dřeva a truhlářů je však téma vakua často neznámé, ne-li přímo nepříjemné. V tomto a dalších třech článcích bychom se chtěli podělit o některé užitečné informace, abychom vysvětlili různé typy generování vakua, jejich výhody a nevýhody a v neposlední řadě zdůraznili otázku ekonomické efektivity. Dnes začneme několika základními myšlenkami na téma vakua.
Vakuum – co to vlastně je?
Ve zpracování dřeva je vakuum používáno zejména pro:- Upnutí na CNC frézkách
- Uchopení a přepravu deskových materiálů a obrobků pomocí manipulačních zařízení.
- Lisy na tvarování a dýhování
V procesech zpracování dřeva se vakuum používá pro:
- Sušení řeziva a stavebního dřeva a
- Impregnaci dřeva.
Uchopení a zvedání dřevěných dílů
Vakuum se nejčastěji používá pro vakuové upínání na CNC frézkách a dalších obráběcích zařízeních. Zde se přídržná síla vakua používá k rychlému a bezpečnému upevnění různých deskových materiálů nebo dílů z masivního dřeva při jejich opracování, aniž by zanechala stopy po tlaku. Manipulační zařízení a montážní roboti také často používají přídržnou sílu vakua.
Vakuum se nejčastěji používá pro vakuové upínání na CNC frézkách a dalších obráběcích zařízeních.
-
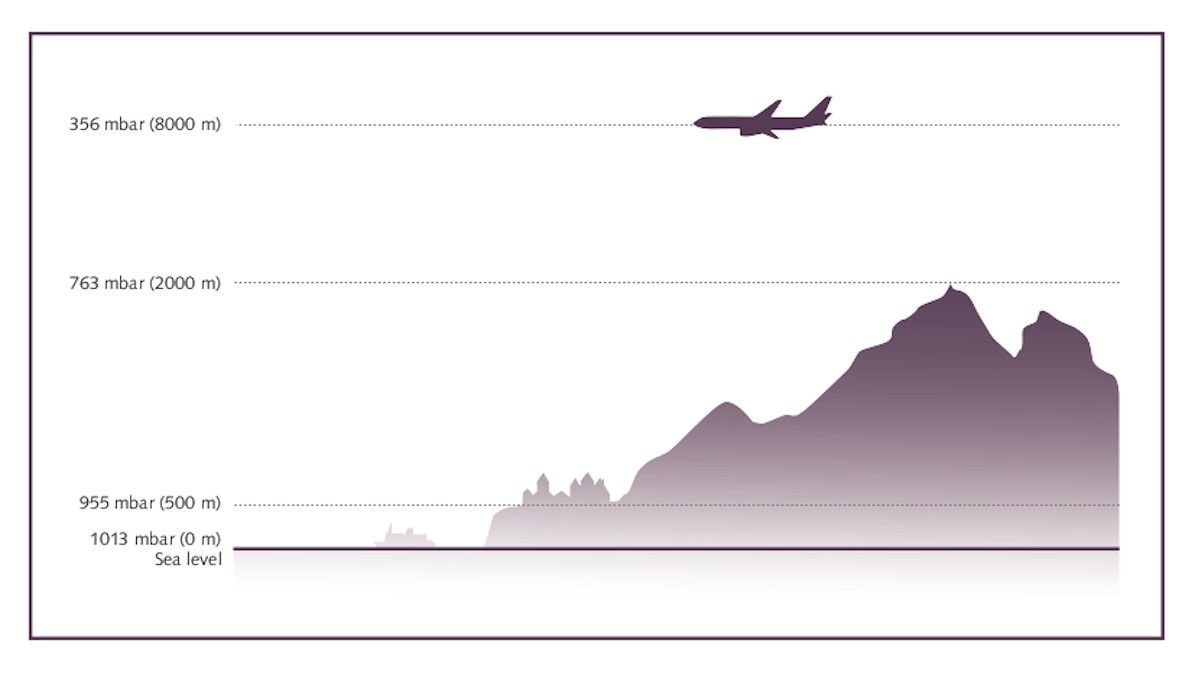
Obr. 1: Atmosférický tlak závisí na nadmořské výšce. Zdroj: Busch Vacuum Solutions.

-
Obr. 1: Atmosférický tlak závisí na nadmořské výšce. Zdroj: Busch Vacuum Solutions.
Nejběžnější jednotkou tlaku pro vakuum je milibar (mbar), i když podle norem se rozsah tlaku má udávat v pascalech (Pa). Ve vakuové technologii předpokládáme absolutní tlaky, které teoreticky začínají při 0 mbar a končí při 1 000 mbar (= atmosférický tlak). Zejména v dřevozpracujícím průmyslu se stále často používá bar, minus-bar (-bar) nebo specifikace tlaku v procentech (%) (obr. 2).
-
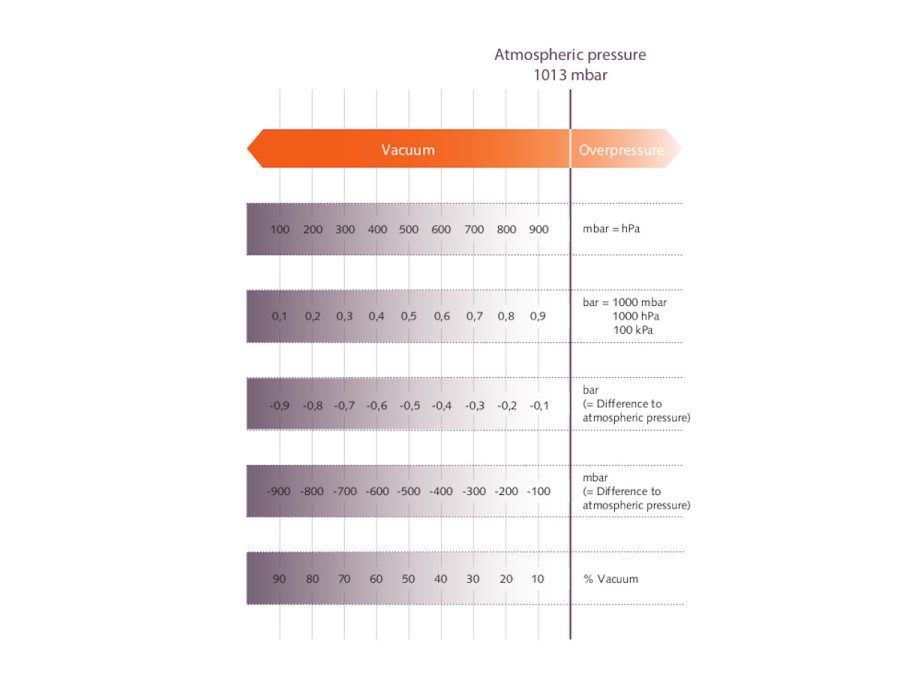
Obr. 2: Standardní jednotky tlaku používané pro vakuum. Zdroj: Busch Vacuum Solutions.

-
Obr. 2: Standardní jednotky tlaku používané pro vakuum. Zdroj: Busch Vacuum Solutions.
Síly při upínání vakuem
Bude upnutý obrobek držet? Je vakuum dostatečné nebo je výkon vývěvy dostatečně silný? To jsou otázky, které si kladou všichni – nejpozději tehdy, když se rotující nástroj blíží k upnutému obrobku. Z čistě teoretického hlediska se tlak mezi obrobkem a obráběcím stolem, opěrnou plochou nebo přísavkou při upínání snižuje odsáváním vzduchu a vytvářením vakua. Atmosférický tlak je nyní vyšší a přitlačuje obrobek k obráběcímu stolu, čímž jej „upíná“. Fyzikální tlak je definován jako síla působící na určitou plochu. Tlak je tedy funkcí síly a plochy (obr. 3).
-
Obr. 3: Tlak je síla, která působí na definovanou plochu. Zdroj: Busch Vacuum Solutions.

-
Obr. 3: Tlak je síla, která působí na definovanou plochu. Zdroj: Busch Vacuum Solutions.
V praxi to znamená: čím větší je uchycený obrobek, tím větší je přídržná síla. To lze nejlépe vysvětlit na příkladu:
Na rastrový pracovní stůl CNC frézky se ke zpracování položí deska z pevného dřeva a vytvoří se těsnění pomocí gumového těsnění odpovídající rozměrům desky (obr. 4). Vývěva odsaje vzduch mezi dřevěnou deskou a rastrovým stolem v utěsněné oblasti.
Na rastrový pracovní stůl CNC frézky se ke zpracování položí deska z pevného dřeva a vytvoří se těsnění pomocí gumového těsnění odpovídající rozměrům desky (obr. 4). Vývěva odsaje vzduch mezi dřevěnou deskou a rastrovým stolem v utěsněné oblasti.
-
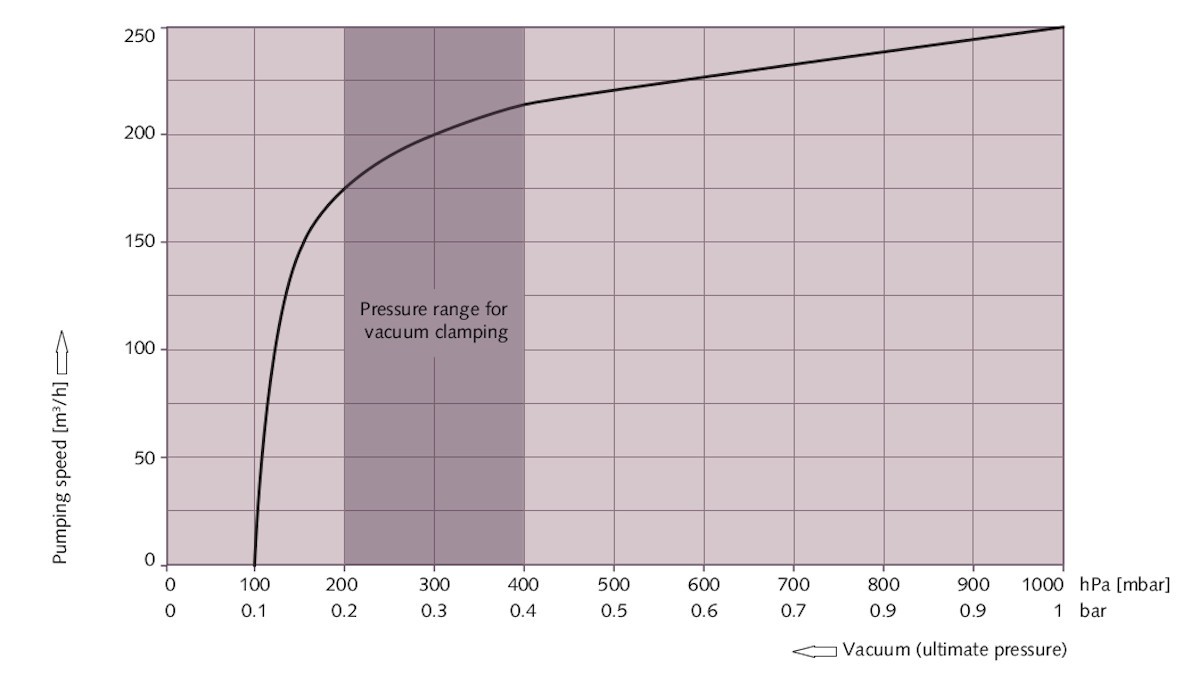
Obr. 4: Křivka rychlosti čerpání ukazuje vztah mezi rychlostí čerpání a koncovým tlakem. Zdroj: Busch Vacuum Solutions.

-
Obr. 4: Křivka rychlosti čerpání ukazuje vztah mezi rychlostí čerpání a koncovým tlakem. Zdroj: Busch Vacuum Solutions.
Výpočet: Atmosférický tlak: 1 000 mbar Podtlak vývěvy (pracovní tlak): 200 mbar Rozměry dřevěné desky: 1000 x 500 mm
Tlakový rozdíl: 1,000 mbar – 200 mbar = 800 mbar = 80 000 Pa [N/m2]
Opěrná plocha = upínací plocha 1000 x 500 mm = 500 000 mm2 = 0,5 m2
Přidržovací síla F = p x A F = 80 000 N/m2 x 0,5 m2 =
40 000 N = 4 000 kg
40 000 N = 4 000 kg
To znamená, že pevnou dřevěnou desku o ploše 0,5 m2 drží podtlak přidržovací silou 40 000 N, což teoreticky odpovídá přitlačení desky na obráběcí stůl silou 4 tun. Pokud by byla za stejných podmínek uchycena pevná dřevěná deska 150 x 150 mm, činí přidržovací síla F = 80 000 N/m2 x 0,0225 m2 = 1,800 N = 180 kg.
Nyní je otázkou, jak silná musí být vertikální přidržovací síla vakua, aby byl obrobek bezpečně uchycen. Příklady výpočtů ukazují, že přidržovací sílu pro deskové materiály s velkým povrchem lze hodnotit méně kriticky než u menších dřevěných dílů nebo materiálů, které jsou prodyšné nebo mají nerovné povrchy, které vedou k netěsnostem. V praxi je obtížné určit potřebnou přídržnou sílu, protože je třeba vzít v úvahu různé faktory, jako jsou provozní faktory nebo faktory upnutí, rychlosti a směry řezání a posuvu, materiály a odpor tření, takže se obvykle používají orientační pravidla.
Nyní je otázkou, jak silná musí být vertikální přidržovací síla vakua, aby byl obrobek bezpečně uchycen. Příklady výpočtů ukazují, že přidržovací sílu pro deskové materiály s velkým povrchem lze hodnotit méně kriticky než u menších dřevěných dílů nebo materiálů, které jsou prodyšné nebo mají nerovné povrchy, které vedou k netěsnostem. V praxi je obtížné určit potřebnou přídržnou sílu, protože je třeba vzít v úvahu různé faktory, jako jsou provozní faktory nebo faktory upnutí, rychlosti a směry řezání a posuvu, materiály a odpor tření, takže se obvykle používají orientační pravidla.
Různé možnosti upínání vakuem
V zásadě se rozlišují tři možné postupy vakuového upínání: - Rastrový stůl
- Nestingová metoda (přisávací technologie)
- Systém konzol s vakuovými bloky
Parametry vakuové technologie
Při výběru nejvhodnější vakuové technologie je třeba zvážit tři základní parametry. Koncový tlak
Koncový tlak označuje nejvyšší dosažitelnou hladinu vakua ve vývěvě nebo nejnižší podtlak. Rychlost čerpání
Pod tímto pojmem se rozumí objem vzduchu, který může vývěva odsát za určitou dobu. Rychlost čerpání je ovlivněna geometrií (objemem) vývěvy a její rychlostí. Čím vyšší je rychlost čerpání, tím rychleji je vzduch odsáván a je dosaženo koncového tlaku. Vysoké rychlosti čerpání pomáhají kompenzovat netěsnost, například při použití nestingové metody. Spotřeba energie
Mechanické vývěvy jsou obvykle poháněny elektromotorem. V závislosti na konstrukčním principu a faktoru účinnosti spotřebovávají vývěvy různé množství energie.
Pro dosažení co nejvyšší energetické účinnosti je důležité zvolit vývěvu, která poskytuje potřebný výkon s ohledem na koncový tlak a rychlost čerpání a zároveň má nejnižší energetickou náročnost.
Všechny tři parametry jsou na sobě závislé. Zaprvé, rychlost čerpání se snižuje s tím, jak se vývěva blíží dosažení koncového tlaku (obr. 4). Za druhé, energetická náročnost vývěvy je v určitém provozním bodě nejnižší. Správný návrh generování vakua je pro laiky obtížný, a proto vždy doporučujeme konzultaci s odborníkem na vakuum.
Ve druhém díle naší série „Vakuum při zpracování dřeva“ se na různé typy výroby vakua podíváme blíže.