Vakuumteknologi er udbredt inden for træbearbejdning.

Kilde: Tomasz Nieweglowski – istockphoto.com.
Vakuum i træbearbejdning – del 1
Vakuumteknologi er udbredt inden for træbearbejdning. Mulighederne for at bruge vakuum er meget alsidige.
Men emnet vakuum er ofte et ukendt emne for mange træforarbejdere og træbearbejdere, for ikke at sige et mærkeligt ubehageligt emne. Vi vil gerne dele nogle nyttige oplysninger i dette og de næste tre spørgsmål for at forklare forskellige typer vakuumgenerering, deres fordele og ulemper og ikke mindst fremhæve spørgsmålet om økonomisk effektivitet. I dag vil vi starte med nogle grundlæggende tanker om emnet vakuum.
Vakuum – hvad er det egentlig?
I træbearbejdning bruges vakuum hovedsageligt til:- Fastspænding på CNC-routere
- Fastholdelse og transport af panelmaterialer og arbejdsemner med udstyr til håndtering
- • Formgivnings- og finér-presser
I processen med forarbejdning af træ anvendes vakuum til:
- Tørring af sav- og konstruktionstræ og
- Imprægneringstræ.
Fastholdelse og løft af træstykker
Vakuum bruges oftest til vakuumfastspænding på CNC-routere og andet bearbejdningsudstyr. Her bruges vakuumets holdekraft til hurtigt og sikkert at fastgøre forskellige pladematerialer eller massive trædele under træbearbejdning uden at efterlade trykmærker. Håndteringsudstyr og samlerobotter får ofte deres holdekraft fra vakuum.
Vakuum bruges oftest til vakuumfastspænding på CNC-routere og andet bearbejdningsudstyr.
-
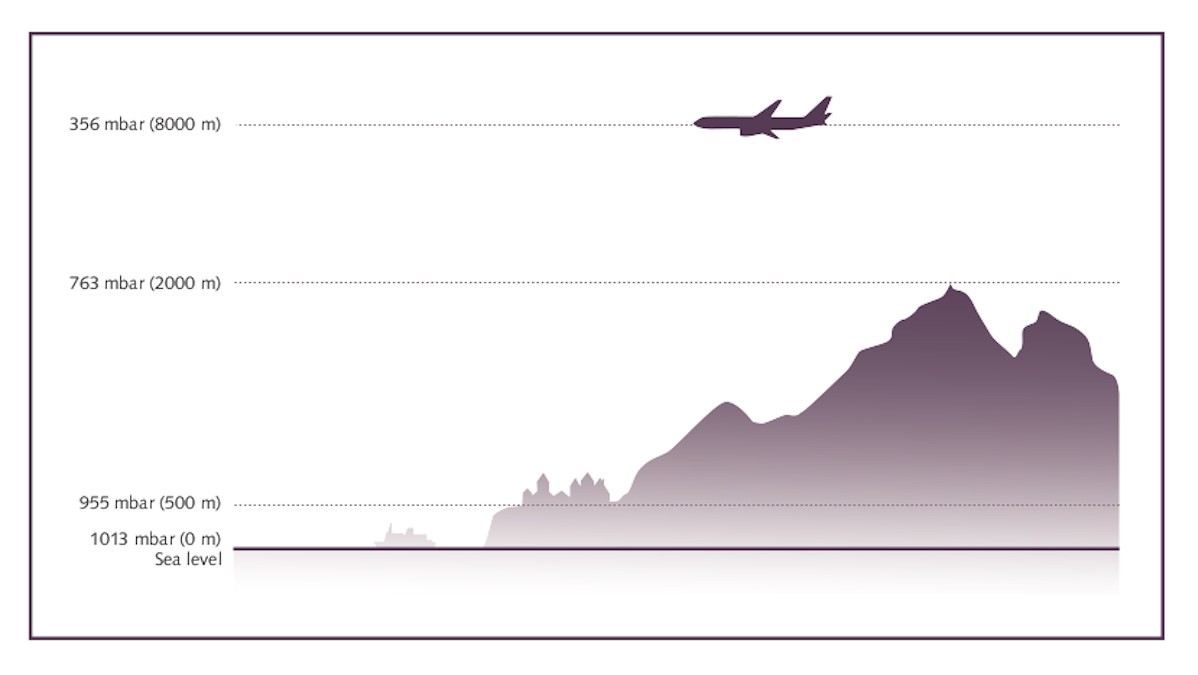
Fig. 1: Atmosfærisk tryk afhængigt af højden. Kilde: Busch Vacuum Solutions.

-
test
Fig. 1: Atmosfærisk tryk afhængigt af højden. Kilde: Busch Vacuum Solutions.
Den mest almindelige trykenhed for vakuum er millibar (mbar), selvom dette trykområde ifølge normerne skal angives i Pascal (Pa). I vakuumteknologien antager vi absolutte tryk, der teoretisk starter ved 0 mbar og slutter ved 1.000 mbar (= atmosfærisk tryk). Især inden for træbearbejdning anvendes stadig ofte skinner, minusskinner (-skinner) eller angivelsen af tryk i procent (%) (fig. 2).
-
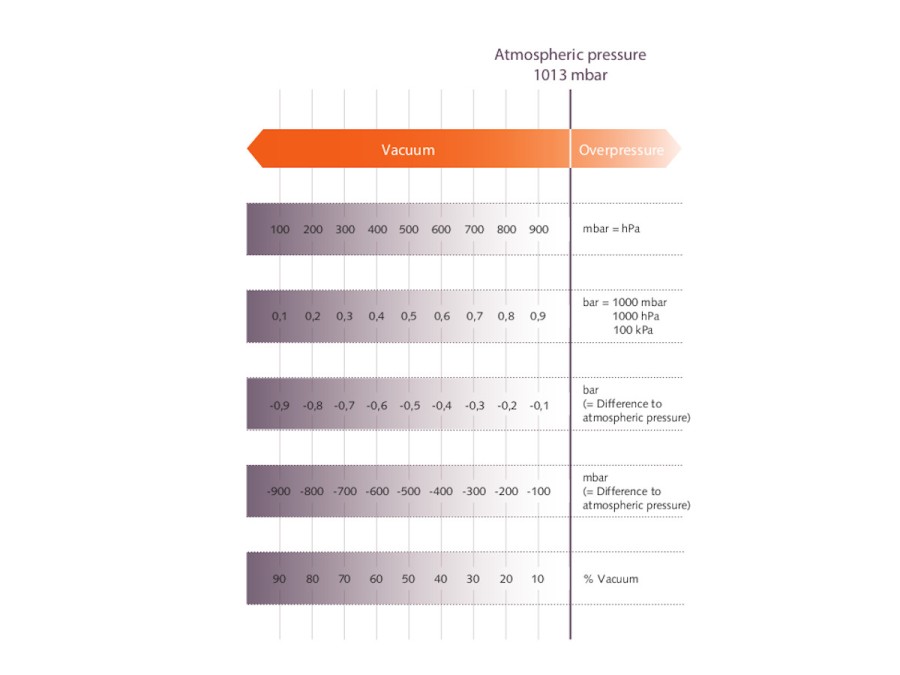
Fig. 2: Standardtrykenheder, der anvendes til vakuum. Kilde: Busch Vacuum Solutions.

-
test
Fig. 2: Standardtrykenheder, der anvendes til vakuum. Kilde: Busch Vacuum Solutions.
Kræfter ved fastspænding med vakuum
Vil det fastspændte arbejdsemne holde? Er vakuummet tilstrækkeligt, eller er vakuumpumpens ydeevne stærk nok? Det er spørgsmål, som alle har stillet – senest når det roterende værktøj nærmer sig det fastspændte arbejdsemne. Rent teoretisk reduceres trykket mellem arbejdsemnet og forarbejdningsbordet, støttefladen eller sugekoppen ved at suge luft ud og skabe et vakuum, mens det holdes fastspændt. Det atmosfæriske tryk er nu højere og presser arbejdsemnet på forarbejdningsbordet og "klemmer" det. Fysisk tryk defineres som en kraft, der påvirker et bestemt område. Trykket er således en funktion af kraft og areal (fig. 3).
-
Fig. 3: Tryk er den kraft, der virker på et defineret område. Kilde: Busch Vacuum Solutions.

-
test
Fig. 3: Tryk er den kraft, der virker på et defineret område. Kilde: Busch Vacuum Solutions.
I praksis betyder det: Jo større det understøttede arbejdsemne er, desto større holdekraft. Dette kan bedst forklares med et eksempel:
En massiv træplade placeres på CNC-fræserens gitterbord til bearbejdning, og der skabes en forsegling med en gummitætning, der passer til pladens dimensioner (fig. 4). En vakuumpumpe suger luften ud mellem træpladen og gitterbordet inden for det forseglede område.
En massiv træplade placeres på CNC-fræserens gitterbord til bearbejdning, og der skabes en forsegling med en gummitætning, der passer til pladens dimensioner (fig. 4). En vakuumpumpe suger luften ud mellem træpladen og gitterbordet inden for det forseglede område.
-
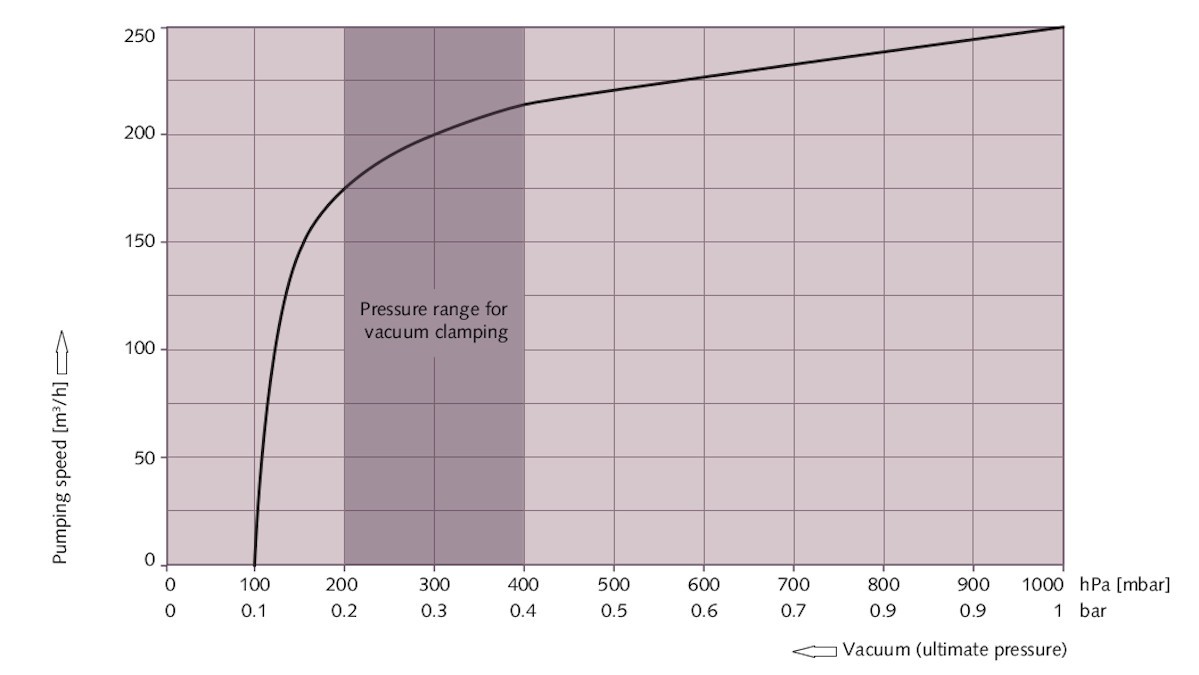
Fig. 4: Pumpehastighedskurven viser forholdet mellem pumpehastighed og sluttryk. Kilde: Busch Vacuum Solutions.

-
test
Fig. 4: Pumpehastighedskurven viser forholdet mellem pumpehastighed og sluttryk. Kilde: Busch Vacuum Solutions.
Beregning: Atmosfærisk tryk: 1.000 mbar Vakuumpumpeundertryk (arbejdstryk): 200 mbar Dimensioner på træplade: 1.000 x 500 mm
Differenstryk: 1.000 mbar – 200 mbar = 800 mbar = 80.000 Pa [N/m2]
Holdeflade = fastspændingsflade 1.000 x 500 mm = 500.000 mm2 = 0,5 m2
Holdekraft F = p x A F = 80.000 N/m2 x 0,5 m2 =
40.000 N = 4.000 kg
40.000 N = 4.000 kg
Det vil sige, at den massive træplade med en overflade på 0,5 m2 holdes af vakuummet med en holdekraft på 40.000 N, hvilket teoretisk svarer til træpladens tryk på forarbejdningsbordet med en vægt på 4 tons. Hvis der under samme betingelser blev fastspændt en 150 x 150 mm massiv træplade, ville holdekraften være F = 80.000 N/m2 x 0,0225 m2 = 1.800 N = 180 kg.
Nu er spørgsmålet, hvor kraftig vakuummets lodrette holdekraft skal være for sikkert at fastspænde et arbejdsemne. Eksempelberegningerne viser, at holdekraften for panelmaterialer med store overflader kan vurderes mindre kritisk end mindre træstykker eller materialer, der er luftgennemtrængelige eller har ujævne overflader, der medfører lækager. I praksis er det svært at bestemme den nødvendige holdekraft, fordi der skal tages højde for forskellige faktorer som drifts- eller fastspændingfaktorer, skære- og fremføringshastigheder og -retninger, materialer og friktionsmodstand, så der anvendes normalt tommelfingerregler.
Nu er spørgsmålet, hvor kraftig vakuummets lodrette holdekraft skal være for sikkert at fastspænde et arbejdsemne. Eksempelberegningerne viser, at holdekraften for panelmaterialer med store overflader kan vurderes mindre kritisk end mindre træstykker eller materialer, der er luftgennemtrængelige eller har ujævne overflader, der medfører lækager. I praksis er det svært at bestemme den nødvendige holdekraft, fordi der skal tages højde for forskellige faktorer som drifts- eller fastspændingfaktorer, skære- og fremføringshastigheder og -retninger, materialer og friktionsmodstand, så der anvendes normalt tommelfingerregler.
Forskellige muligheder for vakuumfastspænding
Der skelnes grundlæggende mellem tre mulige vakuumfastspændingsprocedurer: - Gitterbord
- Stablemetode (sugningsteknologi)
- Konsolsystem med vakuumblokke
Parametre for vakuumteknologi
I princippet er der tre parametre, der skal tages i betragtning ved valg af den mest egnede vakuumteknologi. Sluttryk
Sluttrykket angiver vakuumpumpens højest mulige opnåelige vakuumniveau eller det laveste undertryk. Pumpehastighed
Dette forstås som den luftmængde, som en vakuumpumpe kan udtrække inden for en bestemt tidsperiode. Pumpehastigheden påvirkes af vakuumpumpens geometri (volumen) og dens hastighed. Jo højere pumpehastighed, jo hurtigere udsuges luften, og sluttrykket opnås. Høje pumpehastigheder hjælper med at kompensere for lækage, f.eks. ved brug af vakuumpumper. Strømforbrug
Mekaniske vakuumpumper drives normalt af en elektrisk motor. Afhængigt af konstruktionsprincippet og effektivitetsfaktoren forbruger vakuumpumper forskellige mængder energi.
For at opnå den størst mulige energieffektivitet er det vigtigt at vælge en vakuumpumpe, der producerer den nødvendige ydeevne med hensyn til sluttryk og pumpehastighed og samtidig har det lavest mulige energibehov.
Alle tre parametre er afhængige af hinanden. For det første falder pumpehastigheden, efterhånden som vakuumpumpen nærmer sig sluttrykket (fig. 4). For det andet er en vakuumpumpes energibehov lavest på et bestemt driftspunkt. Det er svært for øvede at designe vakuumgenerering perfekt, og derfor anbefaler vi altid, at der kræves rådgivning fra en vakuumspecialist.
I anden del af vores serie "Vakuum i træbearbejdning" ser vi nærmere på de forskellige typer vakuumgenerering.