
10 Punkte zum optimalen Einsatz von Vakuumtechnologie
Beim Verpacken von Lebensmitteln und anderen Produkten spielt die Vakuumtechnologie eine herausragende Rolle. Von der Vakuum-, über Schlauchbeutel- bis zur Blister- oder Tiefziehverpackung wird Vakuum benötigt. Ohne Vakuum wären auch das Handling und der Transport von Kartons oder die Automatisierung von Palettier- und Kommissionierungssystemen nicht möglich. Verschiedene Abfüllmaschinen nutzen Vakuum ebenfalls für die Zufuhr der Produkte oder zum Handling der Verpackungen (Pick & Place).
Die Vakuumtechnologie ist, im Gegensatz zur Drucklufttechnologie, für viele Anwender nicht so einfach zu verstehen. Deshalb werden Vakuumpumpen oft falsch eingesetzt oder sind in ihrer Leistung überdimensioniert. Die Folge sind dann unbefriedigende Ergebnisse, störanfällige Prozesse oder zu hohe Energie- beziehungsweise Betriebskosten. Die folgenden 10 Punkte sollen helfen, Vakuumtechnologie möglichst effektiv und effizient einzusetzen, um Prozesse zu optimieren und Betriebskosten zu senken.
1. Vakuum verstehen
Vakuumpumpen und Vakuumsysteme dienen grundsätzlich dazu, Luft aus einem geschlossenen System abzusaugen, um damit ein Vakuum zu generieren. Es wird also ein Druckniveau erzeugt, das niedriger als der Atmosphären- beziehungsweise Umgebungsdruck ist.-
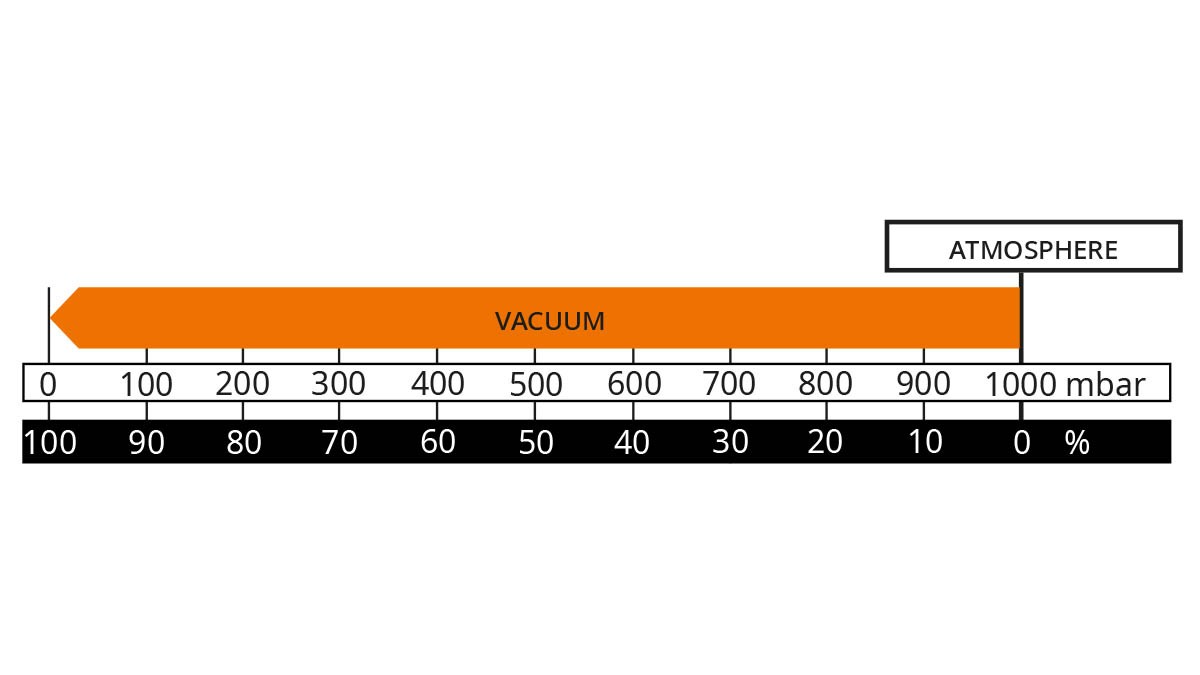
Fig. 1: Darstellung von Unterdruck bzw. Vakuum in Millibar und Prozent.

-
Fig. 1: Darstellung von Unterdruck bzw. Vakuum in Millibar und Prozent.
Man kann mit Vakuum in der Verpackungstechnik saugen, evakuieren, formen, pressen, halten, bewegen, füllen und fördern. Je nach Anwendung wird mit unterschiedlich hohen Vakuumniveaus gearbeitet, die in aller Regel zwischen 1 und 900 Millibar (absolut) [mbar] liegen. Geht man von einem Atmosphärendruck (Luftdruck) von 1.000 mbar aus, wären dies Vakuumniveaus zwischen 10 bis 99,9 Prozent (Fig. 1).
Neben dem Vakuumniveau, das eine Vakuumpumpe erreicht (man spricht hier vom Enddruck), ist das Saugvermögen der Vakuumpumpe eine wichtige Kenngröße. Das Saugvermögen gibt an, wieviel Luft eine Vakuumpumpe in einer bestimmten Zeit abzusaugen vermag. Das Saugvermögen wird üblicherweise in Kubikmeter pro Stunde [m3/h] angegeben. Beide technischen Parameter sind voneinander abhängig. Diese Abhängigkeit wird in der sogenannten Saugvermögenskurve dargestellt (Fig. 2).
-
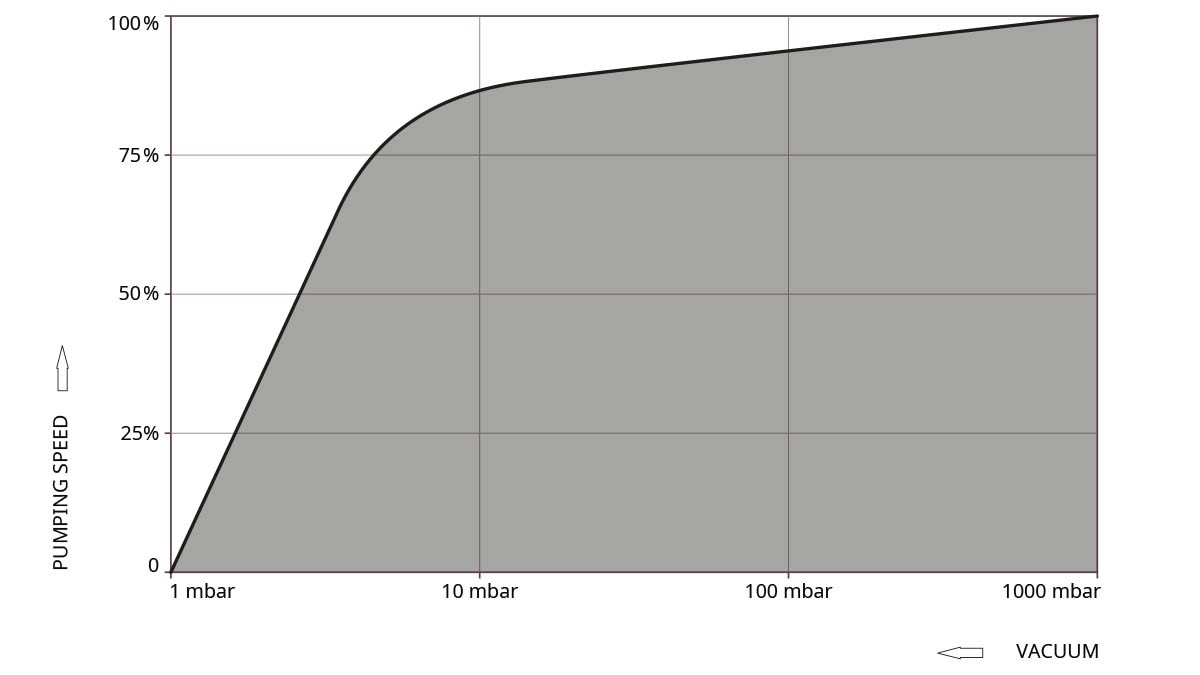
Fig: 2: Typische Saugvermögenskurve: Mit abnehmendem Druck verringert sich das Saugvermögen.

-
Fig: 2: Typische Saugvermögenskurve: Mit abnehmendem Druck verringert sich das Saugvermögen.
2. Wahl des optimalen Vakuumerzeugers
Es gibt die unterschiedlichsten Vakuumtechnologien. Im Bereich der Verpackungstechnik kommen hauptsächlich folgende mechanische Vakuumpumpen oder Gebläse (Fig. 3) zum Einsatz:-
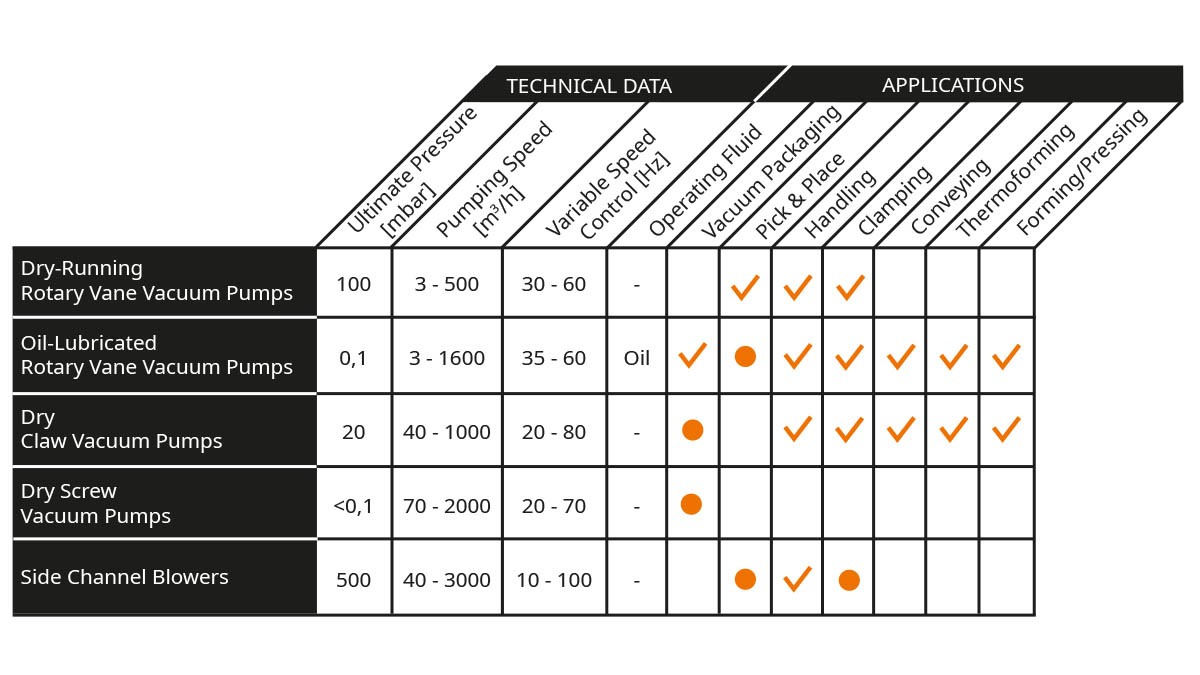
Fig: 3: Vergleich verschiedener Vakuumpumpen und deren Einsatzmöglichkeiten beim Verpacken.

-
Fig: 3: Vergleich verschiedener Vakuumpumpen und deren Einsatzmöglichkeiten beim Verpacken.
1. Trockenlaufende Drehschieber-Vakuumpumpen
Trockenlaufende Drehschieber-Vakuumpumpen eignen sich hervorragend für verschiedene Prozesse beim Verpacken. Das erreichbare Vakuumniveau dieser Pumpen beträgt maximal 100 mbar. Das Saugvermögen sollte 40 m3/h aber nicht überschreiten, da sich der Verschleiß der Schieber bei größeren Vakuumpumpen dieser Art erhöht und der Wartungsaufwand und somit die Wartungskosten übermäßig ansteigen.
Trockenlaufende Drehschieber-Vakuumpumpen eignen sich hervorragend für verschiedene Prozesse beim Verpacken. Das erreichbare Vakuumniveau dieser Pumpen beträgt maximal 100 mbar. Das Saugvermögen sollte 40 m3/h aber nicht überschreiten, da sich der Verschleiß der Schieber bei größeren Vakuumpumpen dieser Art erhöht und der Wartungsaufwand und somit die Wartungskosten übermäßig ansteigen.
2. Ölgeschmierte Drehschieber-Vakuumpumpen
Ölgeschmierte Drehschieber-Vakuumpumpen erreichen ein Vakuumniveau von 0,1 mbar. Sie sind Standard bei der Vakuumverpackung, können aber ebenfalls bei vielen anderen Anwendungen in der gesamten Industrie eingesetzt werden. Saugvermögen von 3 bis 1.600 m3/h können Drehschieber-Vakuumpumpen abdecken. Die Betriebsflüssigkeit Öl wird in einem internen Kreislauf gefördert.
Ölgeschmierte Drehschieber-Vakuumpumpen erreichen ein Vakuumniveau von 0,1 mbar. Sie sind Standard bei der Vakuumverpackung, können aber ebenfalls bei vielen anderen Anwendungen in der gesamten Industrie eingesetzt werden. Saugvermögen von 3 bis 1.600 m3/h können Drehschieber-Vakuumpumpen abdecken. Die Betriebsflüssigkeit Öl wird in einem internen Kreislauf gefördert.
3. Trockene Klauen-Vakuumpumpen
Trockene Klauen-Vakuumpumpen benötigen keine Betriebsflüssigkeiten im Verdichtungsraum. Sie arbeiten berührungsfrei und sind deshalb weitestgehend wartungsfrei. Sie erreichen Enddrücke von bis zu 40 mbar und können von 20 bis 80 Hertz Drehzahl geregelt werden, was sie für Prozesse empfiehlt, die durch wechselnde Leistungsanforderungen bedarfsabhängig geregelt werden sollten. Die gängigen Saugvermögen liegen zwischen 40 und 1.000 m3/h.
Trockene Klauen-Vakuumpumpen benötigen keine Betriebsflüssigkeiten im Verdichtungsraum. Sie arbeiten berührungsfrei und sind deshalb weitestgehend wartungsfrei. Sie erreichen Enddrücke von bis zu 40 mbar und können von 20 bis 80 Hertz Drehzahl geregelt werden, was sie für Prozesse empfiehlt, die durch wechselnde Leistungsanforderungen bedarfsabhängig geregelt werden sollten. Die gängigen Saugvermögen liegen zwischen 40 und 1.000 m3/h.
4. Trockene Schrauben-Vakuumpumpen
Trockene Schrauben-Vakuumpumpen benötigen ebenfalls keine Betriebsflüssigkeiten zur Verdichtung der abgesaugten Luft. Sie erreichen ein Vakuumniveau von 0,1 mbar und niedriger. Da die meisten Anwendungen bei wesentlich höheren Drücken arbeiten, werden Schrauben-Vakuumpumpen meist nur in größeren Vakuumverpackungsmaschinen als Alternative eingesetzt, um eine Drehschieber-Vakuumpumpe mit einem zusätzlichen Vakuum-Booster zu ersetzen.
Trockene Schrauben-Vakuumpumpen benötigen ebenfalls keine Betriebsflüssigkeiten zur Verdichtung der abgesaugten Luft. Sie erreichen ein Vakuumniveau von 0,1 mbar und niedriger. Da die meisten Anwendungen bei wesentlich höheren Drücken arbeiten, werden Schrauben-Vakuumpumpen meist nur in größeren Vakuumverpackungsmaschinen als Alternative eingesetzt, um eine Drehschieber-Vakuumpumpe mit einem zusätzlichen Vakuum-Booster zu ersetzen.
5. Seitenkanalgebläse
Eines der charakteristischen Merkmale von Seitenkanalgebläsen ist ihr hohes Saugvermögen. Da sie nur geringe Differenzdrücke erreichen, können sie nur ein Vakuumniveau von maximal 500 mbar erreichen. Sie eignen sich somit hervorragend für Anwendungen, die ein hohes Saugvermögen bei geringem Unterdruck verlangen. Seitenkanalgebläse sind zwar wartungsfrei, allerdings wenig energieeffizient, wenn sie nahe ihrer Leistungsgrenze eingesetzt werden.
Eines der charakteristischen Merkmale von Seitenkanalgebläsen ist ihr hohes Saugvermögen. Da sie nur geringe Differenzdrücke erreichen, können sie nur ein Vakuumniveau von maximal 500 mbar erreichen. Sie eignen sich somit hervorragend für Anwendungen, die ein hohes Saugvermögen bei geringem Unterdruck verlangen. Seitenkanalgebläse sind zwar wartungsfrei, allerdings wenig energieeffizient, wenn sie nahe ihrer Leistungsgrenze eingesetzt werden.