Grande eficiência com a nossa tecnologia líder
Bomba de vácuo de palhetas rotativas ganha no teste de eficiência de vácuo por comparação direta
Maulburg, Alemanha
|
30.03.2021
A nossa bomba de vácuo de palhetas rotativas R5 e uma bomba de vácuo de parafuso vedada a óleo foram testadas pela TÜV Süd em relação ao caudal, ao consumo energético e ao tempo de evacuação. O resultado atesta, sob a forma de certificado, que a bomba R5 ficou em primeiro lugar nos três critérios.
Alcance grandes poupanças nos custos com as nossas bombas de vácuo de palhetas rotativas R5:
Baixo consumo energético
Até 57% inferior à bomba de vácuo de parafuso vedada a óleo testada
Ciclos de embalamento extrarrápidos
Até 10% mais ciclos de embalamento do que a bomba de vácuo de parafuso vedada a óleo testada
Alta fiabilidade
Leia a configuração de teste completa aqui:
As bombas de vácuo são componentes importantes no embalamento de alimentos frescos. Que bomba de vácuo atinge o fator de eficiência mais alto? Uma comparação direta pode responder a esta questão, desde que a configuração do teste tenha sido concebida conscientemente. Um estudo de comparação publicado recentemente indica a superioridade de uma bomba de vácuo de parafuso vedada a óleo. No entanto, este resultado só surgiu utilizando uma configuração de teste que parece bastante irrealista. Agora, a organização independente de testes TÜV Süd fez também a comparação das bombas de vácuo envolvidas. Esta comparação implicou a simulação realista de um processo industrial padrão. Sob estas condições,
o resultado favorece claramente a bomba de vácuo de palhetas rotativas lubrificada a óleo.
Este artigo contrapõe os dois testes comparativos. Por uma questão de clareza, são referidos como Teste 1 e Teste 2 abaixo. Para uma melhor legibilidade, a bomba de vácuo de parafuso vedada a óleo é abreviada como SVP e a bomba de vácuo de palhetas rotativas lubrificada a óleo, como RVVP.
Teste 1: controlo em função da solicitação vs. funcionamento com carga total Este teste foi iniciado pelo fabricante da bomba de vácuo de parafuso vedada a óleo (SVP). A empresa especializa-se principalmente em compressores e a máquina em questão é derivada da tecnologia dos compressores. Foi comparada com uma bomba de vácuo de palhetas rotativas lubrificada a óleo (RVVP)
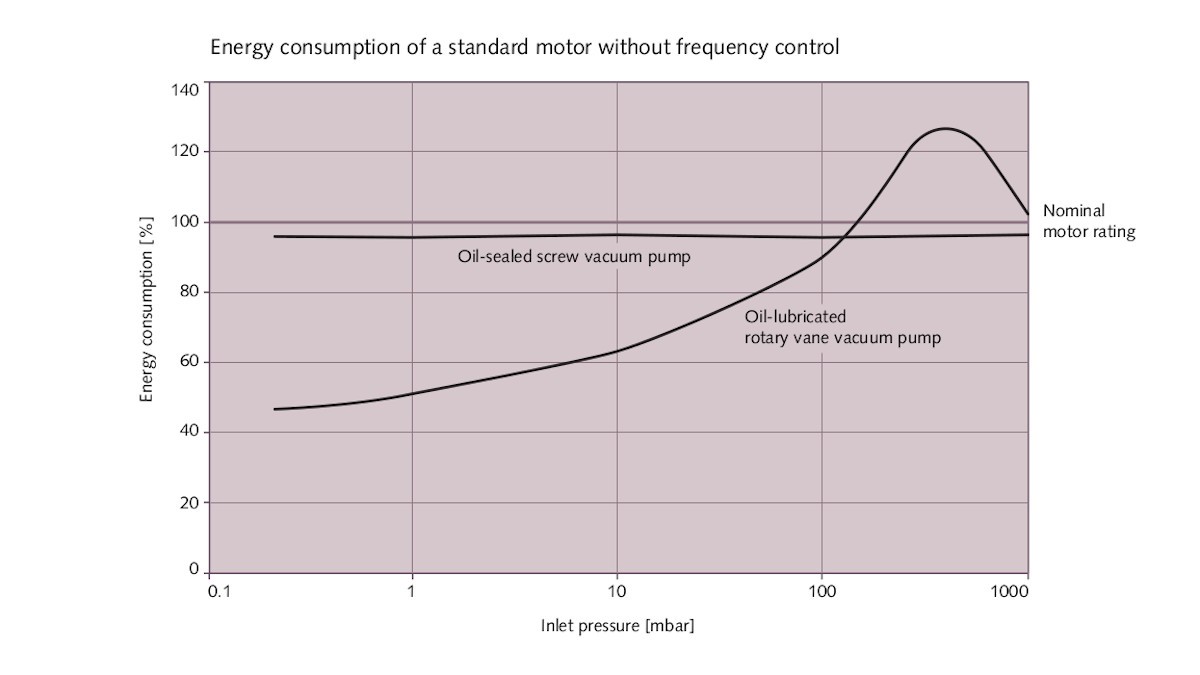
R5 RA 0630 C da Busch. No entanto, a configuração do teste não permite uma comparação realista por vários motivos. O ciclo de teste simulava vários processos suportados por vácuo. No entanto, quebras de produção, incluindo tempos de inatividade noturnos durante os quais a RVVP, ao contrário da SVP, continuava a funcionar, foram também obviamente incluídas. No teste, a SVP era operada como parte de um sistema com conversores de frequência e sistema de controlo integrado, que paravam a bomba de vácuo durante as pausas. Por outro lado, a RVVP foi aparentemente ligada como máquina isolada, que funcionava continuamente com toda a potência. Como diz o ditado, o Teste 1 comparou alhos com bugalhos. A bomba de vácuo em funcionamento contínuo consumia naturalmente mais eletricidade do que o seu equivalente regulado, que era automaticamente parado nas pausas. A RVVP poderia também ter sido equipada com um conversor de frequência e um sistema de controlo – a Busch disponibiliza essa versão desta bomba de vácuo. Isto teria criado condições de arranque semelhantes, o que obviamente não foi feito. Infelizmente, a descrição do teste carece de informações precisas sobre tais condições estruturais essenciais. Devido ao seu design, a RVVP tem em geral o maior consumo energético na fase de colocação em funcionamento entre a pressão atmosférica e aproximadamente 300 mbar (fig. 1). No entanto, o consumo energético diminui drasticamente à medida que a pressão de entrada diminui. Por outro lado, a SVP consome aproximadamente a mesma quantidade de energia entre a pressão atmosférica e a pressão final. Isto significa que a RVVP requer consideravelmente menos energia no intervalo de funcionamento entre a pressão final e 100 mbar do que a SVP.
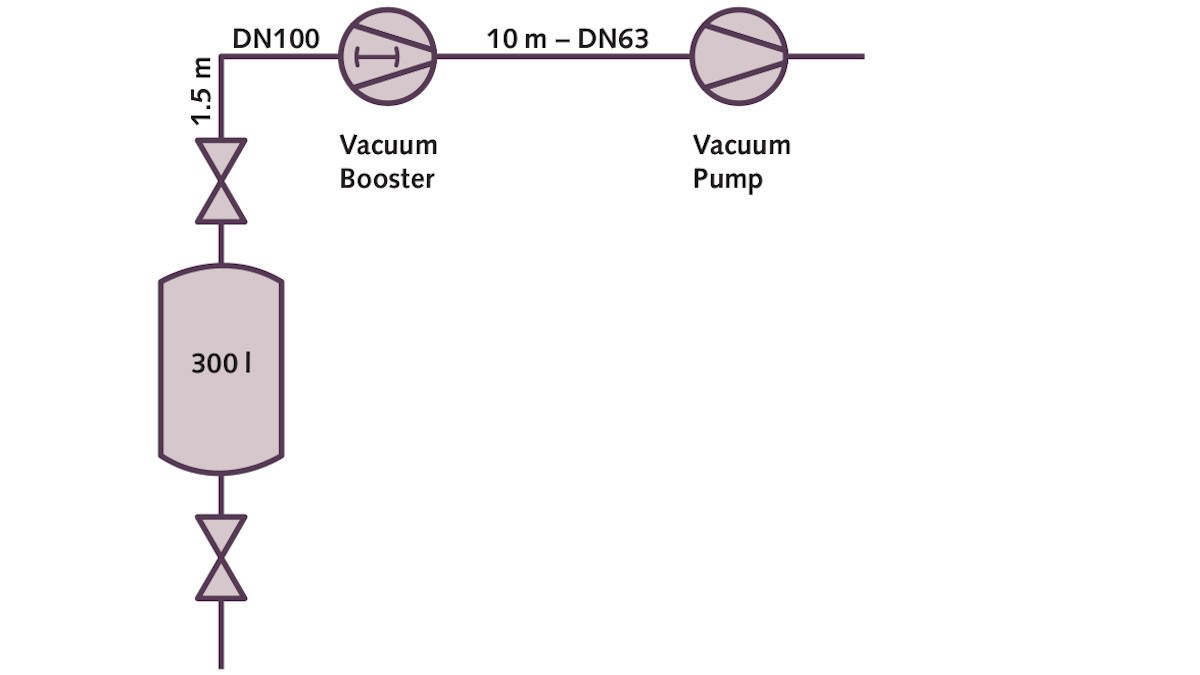
Teste 2: condições iguais O segundo teste comparativo (fig. 2) foi recentemente realizado pela organização independente de testes TÜV Süd. É das instituições mais prestigiadas neste domínio. Foram usadas as mesmas bombas de vácuo que no Teste 1. No entanto, desta vez, foi simulado o funcionamento real, sem paragens ou encerramento noturno. O Teste 2 simulou o ciclo de trabalho de uma máquina de embalamento a vácuo. Este é um dos usos comuns para bombas de vácuo na indústria. Como é geralmente o caso em tais aplicações, ambas as bombas de vácuo foram ainda apoiadas por um booster de vácuo idêntico. Além disso, a configuração de teste e o procedimento foram verificados por um fabricante conceituado de máquinas de embalamento a vácuo, tendo confirmado tratar-se de uma simulação realista. Como exemplo de aplicação, foi selecionada uma máquina de embalamento com uma câmara de grande volume, tal como acontece no embalamento de carnes e queijos. Geralmente, uma máquina destas, com fornecimento automático de produto, opera vários ciclos por minuto. No teste, a simulação foi feita com uma máquina com uma câmara de 300 litros e um sistema de tubagens de 11,5 metros entre a câmara, o booster de vácuo e a bomba de vácuo. A câmara foi evacuada ciclicamente para um nível de vácuo de 5 mbar. O tempo de evacuação dependia do desempenho das bombas de vácuo. O tempo entre os ciclos de evacuação foi definido para 14 segundos – um intervalo de tempo habitual para máquinas de embalamento deste tamanho. O tempo de bombeamento necessário das bombas de vácuo e o respetivo consumo energético foram registados.
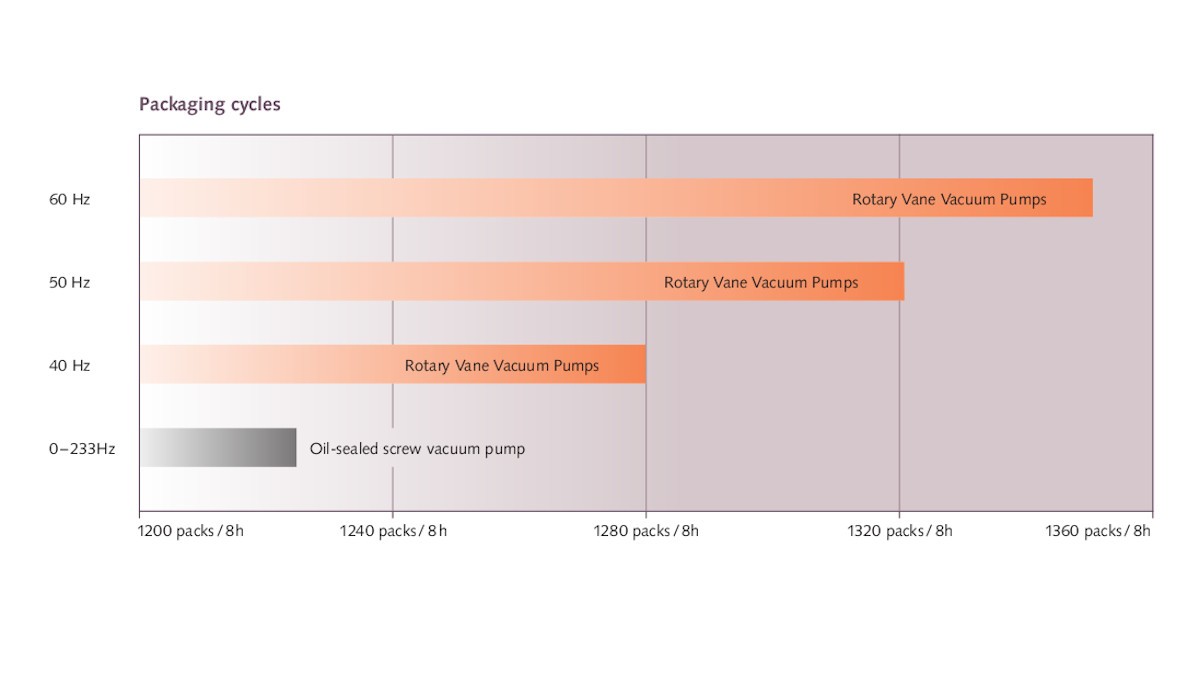
Resultados inequívocos Os resultados dos diferentes testes executados foram consistentemente inequívocos: a bomba de vácuo de palhetas rotativas lubrificada a óleo (RVVP) evacua mais depressa (fig. 3) e tem um consumo energético menor do que a bomba de vácuo de parafuso (SVP). Consoante a velocidade definida na RVVP, isto resulta em tempos de bombeamento reduzidos ou maiores poupanças energéticas. Por exemplo, por comparação, a RVVP é 11 por cento mais rápida no modo de 40 Hz e poupa 42 por cento em consumo energético.
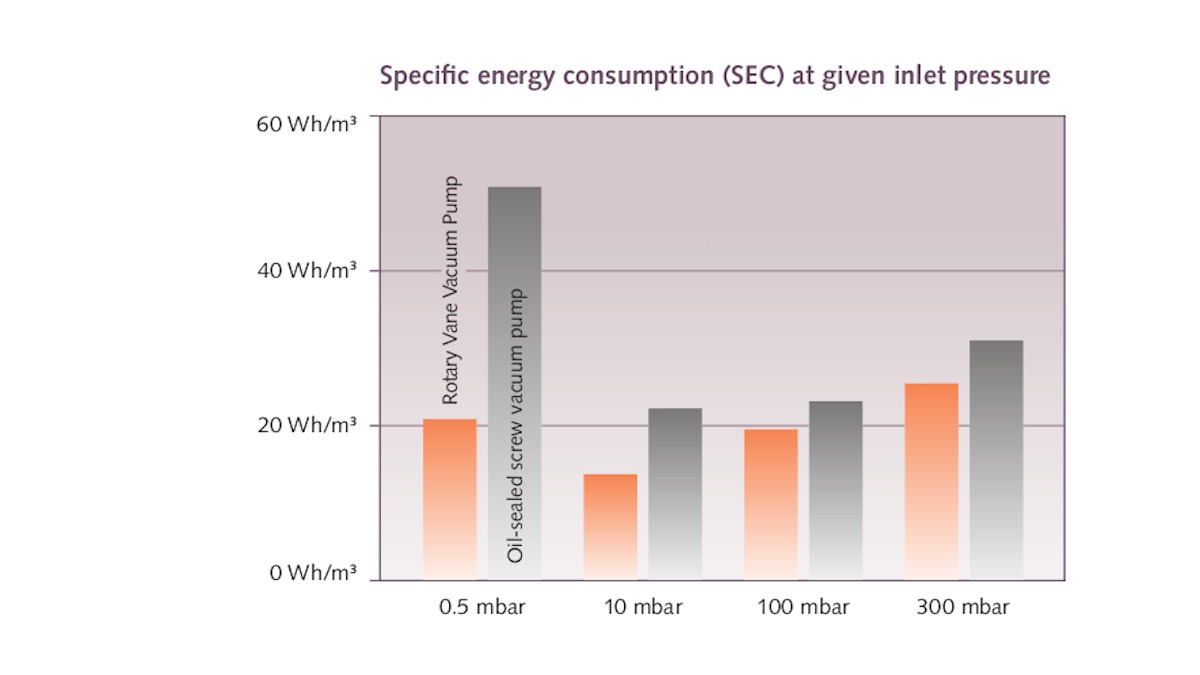
Além do tempo de bombeamento e do consumo energético, o caudal e o consumo energético foram também medidos durante o teste como uma função da pressão de entrada (fig. 4). O consumo energético específico (SEC) em diferentes níveis de vácuo foi calculado a partir destes valores medidos. Isto dá-nos informações precisas sobre a quantidade de watts necessários para extrair um metro cúbico de ar por hora, de forma a alcançar um determinado nível de vácuo. Aqui, a RVVP é também superior à SVP em todos os níveis de vácuo. A poupança energética encontra-se entre 13 e 73 por cento. Ao nível de vácuo de 10 mbar (habitual na prática), a RVVP consome 38 por cento menos energia do que a SVP (fig. 4).
Uma questão de princípio Os resultados são surpreendentemente inequívocos. A RVVP é um clássico da tecnologia de bombas de vácuo. A R5 RA 0630 C aqui utilizada beneficia de décadas de otimização técnica para a geração de vácuo. Por oposição, a SVP é basicamente um compressor convertido. Apesar de tanto a geração de vácuo como a compressão lidarem com extração de gás, diferentes objetivos requerem diferentes soluções técnicas. Para compressores, a taxa de compressão é geralmente 1:10; para bombas de vácuo ela situa-se entre 1:100 e 1:1000 – ou seja, muito mais elevada. Tecnicamente falando, isto significa que, num compressor de parafuso, os dois parafusos e o corpo podem ser fabricados com tolerâncias mais altas. Isto significa que a produção é mais rentável e a taxa de compressão prevista de 1:100 é alcançada, mesmo que o número de fugas internas aumente. No entanto, isto acontece apenas porque é compensada por uma rotação muito mais elevada de cerca de 7000 rpm sob carga total. Por outro lado, a RVVP é uma bomba de vácuo genuína com peças de precisão e tolerâncias mínimas, que reduzem o índice de fugas internas ao mínimo e, em última análise, permitem uma taxa de compressão muito mais elevada. Proporciona assim um desempenho constante do início até ao fim da evacuação com baixo consumo energético. Por isso, só funciona a uma velocidade máxima de 1000 rpm. A menor velocidade reduz a carga mecânica e, assim, a necessidade de manutenção. Isto torna também possível alcançar tempos de vida útil mais longos e menores custos por ciclo de vida da máquina. Por outro lado, a SVP requer um controlo de pressão em separado através de uma válvula de controlo de entrada para impedir a sobrecarga da bomba de vácuo no intervalo entre 1000 e 300 milibar. Entre a pressão atmosférica e o vácuo grosso, o seu desempenho é significativamente reduzido. Este aspeto e o design derivado de um compressor contribuem em muito para o aumento do tempo de bombeamento. São precisamente estas diferenças que, em última análise, tiveram um impacto nos resultados do teste comparativo.
Conclusão O Teste 2 foi realizado em condições realistas. Alhos foram comparados com alhos – por outras palavras, foram recolhidos e comparados os dados de desempenho reais da geração de vácuo.
A bomba de vácuo de palhetas rotativas lubrificada a óleo (RVVP) R5 RA 0630 C da Busch teve um desempenho significativamente melhor do que a bomba de vácuo de parafuso (SVP) originalmente concebida como compressor, tanto em termos de tempo de bombeamento como de consumo energético.
Os resultados do teste confirmam a superioridade da bomba de vácuo mais vendida da sua classe de desempenho.
Maulburg, Alemanha
|
30.03.2021