
Source: alice-photo - istock.com.
Vacuum Technology for Chemical and Pharmaceutical Processes
Selecting the right vacuum technology
- Liquid ring vacuum pumps
- Dry screw vacuum pumps
- Oil-lubricated rotary vane vacuum pumps
Liquid ring vacuum pumps
Liquid ring vacuum pumps (fig. 1) are used in many applications. They are rotating positive displacement pumps with an impeller that is eccentrically placed in a cylindrical housing (fig. 2). Water is usually used as the operating fluid. The rotation of the impeller creates a liquid ring on the inside of the housing that seals the spaces between the individual blades. The gas is conveyed in the spaces between the centre, the individual blades and the liquid ring. Thanks to the eccentric placement of the impeller, the volume of these spaces increases, thus sucking the medium in through the inlet. As the impeller continues to rotate, the volume of the spaces is reduced, the medium is compressed and then discharged again through the discharge. The liquid ring vacuum pump can be operated as a simple continuous flow system, or as a partial or total recirculation system.
-

Fig. 1: DOLPHIN liquid ring vacuum pump from Busch. Source: Busch Vacuum Solutions.

-
Fig. 1: DOLPHIN liquid ring vacuum pump from Busch. Source: Busch Vacuum Solutions.
-
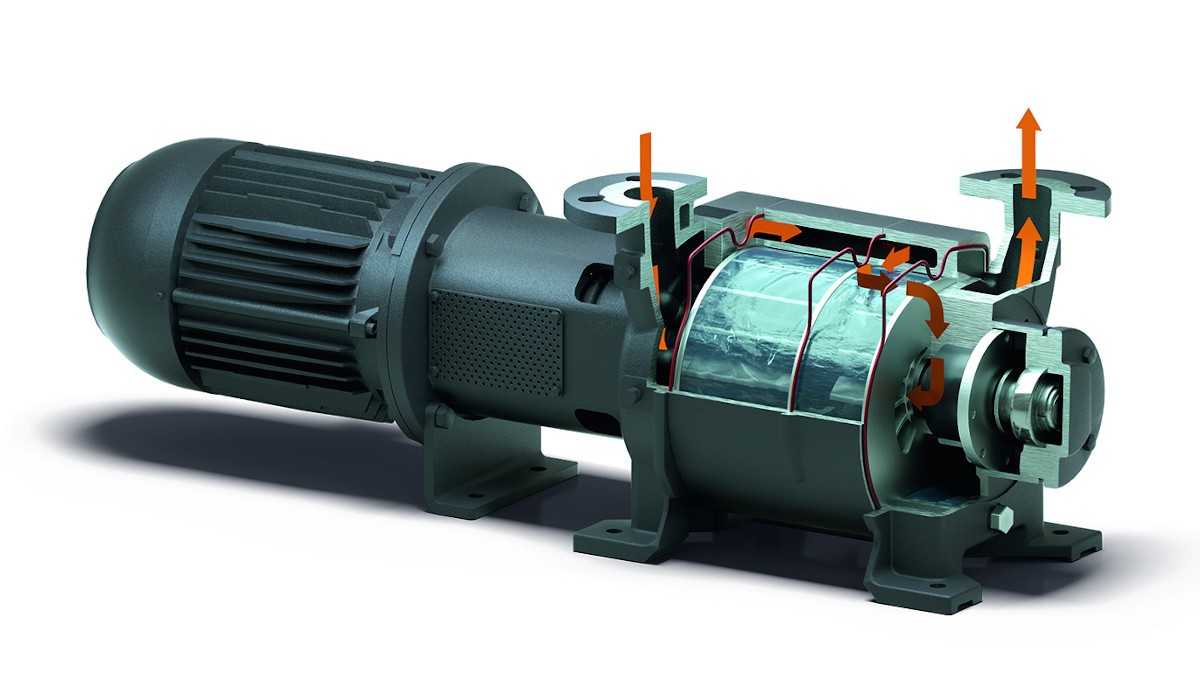
Fig. 2: Two-stage liquid ring vacuum pump operating principle. Source: Busch Vacuum Solutions.

-
Fig. 2: Two-stage liquid ring vacuum pump operating principle. Source: Busch Vacuum Solutions.
- Not sensitive at all to vapours or liquids entering the system
- The different material versions enable them to be tailored to the process gas
- Possible contamination of the operating fluid with condensate from the process gas, which makes it necessary to subsequently treat the operating fluid before its disposal
- High energy consumption
- Ultimate pressure depends on the vapour pressure of the operating fluid
Dry screw vacuum pumps
Dry screw vacuum technology is also very widely used in the chemical and pharmaceutical industries. However, this is relatively new compared to liquid ring technology. In the 1990s, Busch launched the first dry screw vacuum pump on the market, the COBRA AC. The major difference compared to the liquid ring vacuum pump described above is that screw vacuum pumps (fig. 3) do not require operating fluid to compress the process gas. This is why it is called a “dry” screw vacuum pump.-
Fig. 3: COBRA NC screw vacuum pump. Source: Busch Vacuum Solutions.

-
Fig. 3: COBRA NC screw vacuum pump. Source: Busch Vacuum Solutions.
-
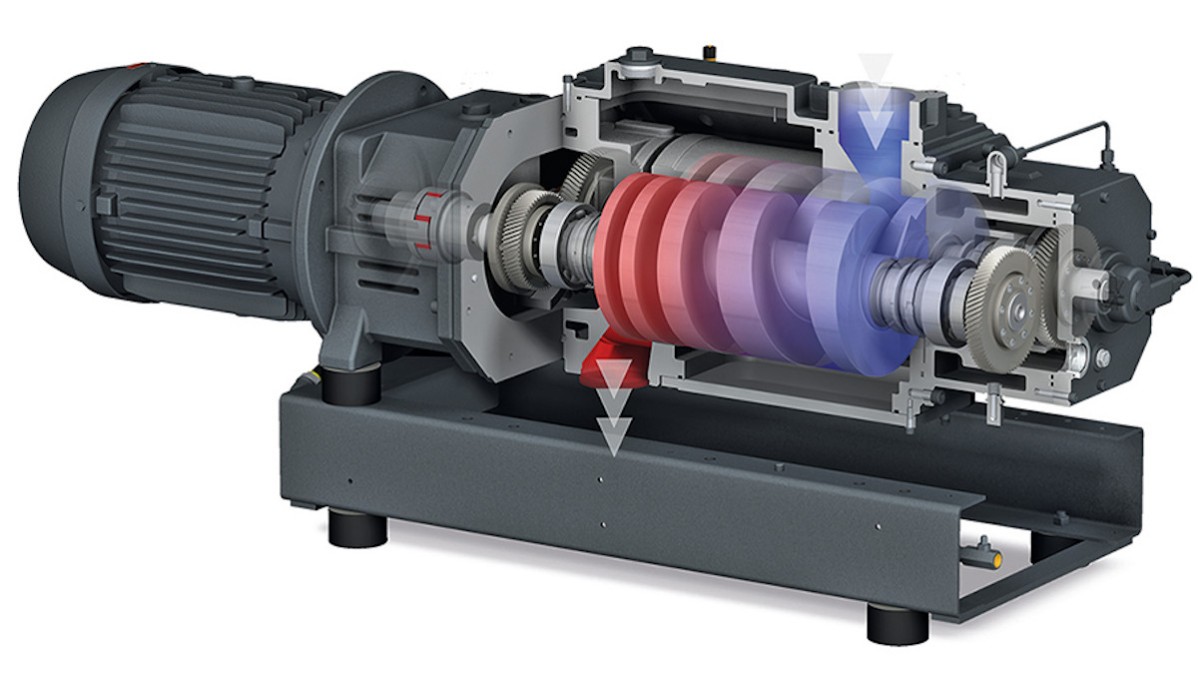
Fig. 4: Modern screw vacuum pump operating principle. Source: Busch Vacuum Solutions.

-
Fig. 4: Modern screw vacuum pump operating principle. Source: Busch Vacuum Solutions.
- Dry compression, no contamination or reaction possible between process gas and operating fluid
- High vacuum level
- Energy efficient
- Can be designed for nearly all process gases thanks to material selection and temperature regulation
- Sensitive to particles entering the system
- Cannot be used with process gases that tend to be reactive at high temperatures
Once-through oil-lubricated rotary vane vacuum pumps
Oil-lubricated rotary vane vacuum pumps have been successfully used in many fields for decades. Today, they are amongst the most widely used mechanical vacuum pumps in the industry. Busch already developed the Huckepack, a two-stage once-through oil-lubricated rotary vane vacuum pump in the 1960s, which was specially designed for chemical and pharmaceutical processing technology. Busch has constantly further developed this vacuum pump, which continues to enjoy great acceptance in processing technology today thanks to its robustness. Huckepack rotary vane vacuum pumps (fig. 5) have three significant distinguishing features when compared to other vacuum pumps that operate according to the rotary vane principle: 1. Two compression stages are stacked and connected to each other which facilitates initial compression of the process gas in the first stage and secondary compression in the subsequent second stage. This makes it possible to achieve a lower ultimate pressure. 2. These vacuum pumps feature an oil-lubrication which means that a defined amount of operating fluid, oil or other media-compatible fluid is injected into the compression chamber. In contrast, other rotary vane vacuum pumps use oil circulating lubrication. 3. Huckepack rotary vane vacuum pumps are water cooled, thus allowing the operating temperature to be regulated within a certain range.- High vacuum level
- Extremely robust and reliable
- Easy servicing
- Perfectly suited for conveying acid vapours and monomers or products that lead to polymerization when other vacuum technologies are used
-

Fig. 5: HUCKEPACK once-through oil-lubricated rotary vane vacuum pump. Source: Busch Vacuum Solutions.

-
Fig. 5: HUCKEPACK once-through oil-lubricated rotary vane vacuum pump. Source: Busch Vacuum Solutions.
- Operating fluids must be treated or correctly disposed of
-
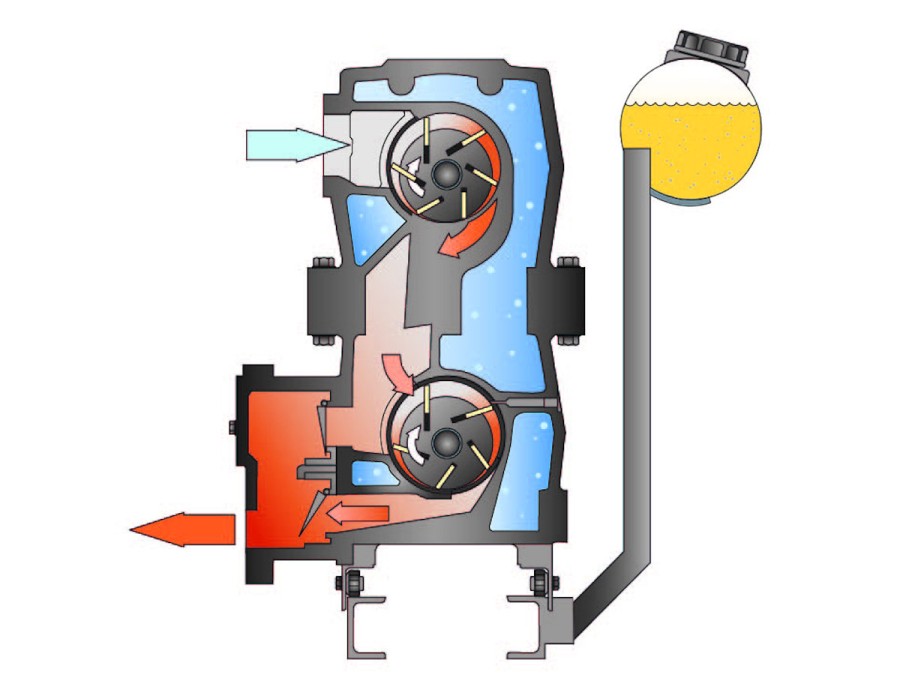
Fig. 6: HUCKEPACK once-through oil-lubricated rotary vane vacuum pump operating principle. Source: Busch Vacuum Solutions.

-
Fig. 6: HUCKEPACK once-through oil-lubricated rotary vane vacuum pump operating principle. Source: Busch Vacuum Solutions.
All of the vacuum generation technologies discussed here have advantages and disadvantages. There is no single ideal solution for all applications. It is therefore important to seek consultation from a vacuum expert and take into account all important parameters in the process, starting with process conditions, process gases and integration into process control, through to economic efficiency, safety and reliability of future vacuum generation. In most cases, consideration of these factors leads to a customized vacuum system that is directly tailored to the requirements.