Som førende leverandør af ruller, ark og vævmateriale af blød PVC har Jedi Kunststofftechnik GmbH fokuseret sin produktion specifikt på forarbejdning af blød PVC. Materialet ledes fra de leverede storsække til ekstruderne via et pneumatisk vakuumtransportsystem.
Vakuumgenereringen i transportsystemet er nu blevet omstruktureret og idriftsat. Jedi Kunststofftechnik har siden begyndelsen af 2018 haft frekvenskontrollerede MINK klovakuumpumer i drift, og de er meget mere energieffektive end sidekanalblæserne, som blev anvendt før. Dette har gjort det muligt at reducere vakuumgenereringens energiforbrug med op til 70 %.

Fig. 1: En af Busch's tre MINK MV 0310 B klovakuumpumper til vakuumforsyningen af transportsystemet hos Jedi Kunststofftechnik. Kilde: Busch Vacuum Solutions.
Op til 70 procent energibesparelser takket være moderne vakuumteknologi til materialefødning
Jedi Kunststofftechnik GmbH
Marco Di Martino grundlagde Jedi Kunststofftechnik i Eitdorf, Nordrhein-Westfalen, i midten af 1990'erne og specialiserede sig i transparente, bløde PVC halvfabrikata. I dag har hans virksomhed 40 medarbejdere og er en af de førende, internationale producenter af ruller, ark og væv af blødt PVC. Disse bearbejdes af hans kunder til lamelgardiner eller gulvmåtter og fleksible skodder til vinduer eller telte. Produkter, der produceres i treholdsdrift, leveres til kunder i hele Europa i materialetykkelser på 1 til 12 millimeter og en maksimal rullebredde på 2.200 millimeter.Pneumatisk vakuumtransportsystemsproces
Produktionen finder sted på fem ekstruderingslinjer med enkeltsnekkeekstrudere. Materialet ledes fra storsækkene via et volumetrisk doseringssystem og tørrere til ekstruderne via sugetransportsystemer. Tidligere var der fire sidekanalblæsere installeret på de fire ekstruderingslinjer for at generere det nødvendige vakuum i transportsystemet. Høje fejlrater på grund af leje- og motorskader samt skadede lamelhjul gjorde sidekanalblæserne upålidelige som vakuumgeneratorer.De fire sidekanalblæsere havde et strømkrav på 12,5 til 15 kilowatt, afhængigt af deres størrelse. Driften af dem var ureguleret, dvs. blæserne kørte konstant i treholdsdrift. Hvad angår energiforbrug og pålidelighed var dette en ekstremt utilfredsstillende løsning for ejeren, Marco Di Martino. Det høje støjniveau fra blæserne i produktionshallen forstyrrede også væsentligt.
Procesoptimering
Efter at have taget kontakt til Busch Vacuum Solutions udførte en af Busch's vakuumspecialister målinger på transportsystemet. Han konstaterede, at sidekanalblæserne konstant kørte på grænsen af deres ydeevne ved et absolut tryk på 700 millibar. Ved dette tryk når en sidekanalblæser kun ca. 30 procent af den nominelle pumpehastighed. For at komme denne ulempe til livs blev der anvendt tilsvarende store blæsere med høje nominelle pumpehastigheder – hvilket til gengæld resulterede i et højere energibehov. Det høje differenstryk og den deraf følgende lave pumpehastighed var årsagerne til den for store varme fra blæserne og de dertil knyttede driftssvigt. Som følge af denne analyse af vakuumforsyningens reelle tilstand forslog Busch, at der i stedet skulle anvendes den nye MINK MV 0310 B klovakuumpumpe. Ved et absolut driftstryk på 700 millibar taber disse vakuumpumper ingen pumpehastighed. Deres frekvensstyrede standarddrev giver dem mulighed for automatisk at justere deres pumpehastighed efter efterspørgslen ved at variere rotationshastigheden. MINK MV klovakuumpumper kan også generere meget lavere tryk end sidekanalblæsere og nå op til 150 millibar (absolut).Marco Di Martino har nu haft to MINK MV 0310 B klovakuumpumper (fig. 1) i drift siden begyndelsen af 2018 som erstatning for de fire sidekanalblæsere, der var installeret før. Mens de fire sidekanalblæsere tilsammen brugte 55 kilowatt, bruger MINK klovakuumpumperne kun 8 kilowatt hver ved 50 hertz drift. Jedi Kunststofftechnik har installeret endnu en MINK MV 0310 B med opstarten af en femte ekstruderingslinje. Alle tre vakuumpumper styres via en kaskaderegulering. En samlet buffervolumen på 1000 liter opbevares i de to opstrøms beholdere. En af de tre MINK MV klovakuumpumper starter automatisk op, når det absolutte tryk i beholderne stiger til over 500 millibar. De to andre vakuumpumper starter, når det absolutte tryk når op på 700 millibar og støtter dermed den første vakuumpumpe. De variable hastighedsdrev kompenserer for mindre justeringer af trykket eller pumpehastigheden.
I praksis er en til to MINK vakuumpumper nok til at opretholde flowraten. Den tredje vakuumpumpe anvendes kun ved spidsbelastninger. Efter seks måneders driftstid er ejeren Marco Di Martino meget tilfreds. På den ene side var det muligt at reducere strømforsyningens nominelle strømkrav (fig. 2) fra 55 til 24 kilowatt, på trods af at der nu er fem ekstruderingslinjer i drift i stedet for fire som før. På den anden side kører ingen af vakuumpumperne i kontinuerlig drift pga. frekvenskontrollen på den nye MINK MV 0310 B. Nu sker det kun, når der rent faktisk er brug for strømmen. Elektricitetsregningen for 2018 viste tydeligt energiomkostningsbesparelsen: Sammenlignet med året før blev der anvendt 160.000 færre kilowatt-timer. Dette var på trods af, at sidekanalblæserne stadig var i brug i begyndelsen af året, og at den femte ekstruderingslinje først blev idriftsat senere.
-
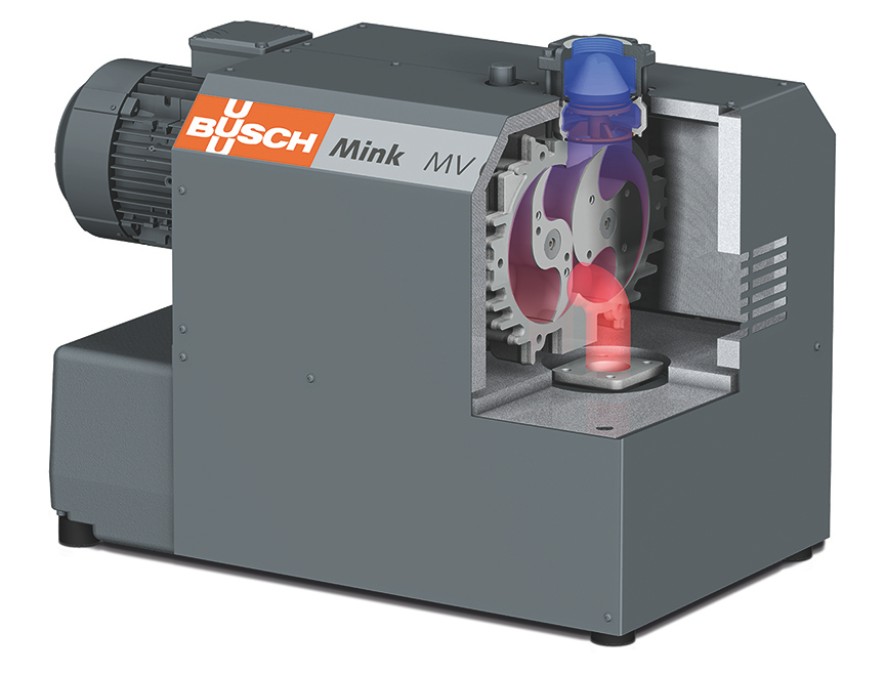
Fig. 2: Tværsnit af en MINK MV klovakuumpumpe. Kilde: Busch Vacuum Solutions.

-
Fig. 2: Tværsnit af en MINK MV klovakuumpumpe. Kilde: Busch Vacuum Solutions.
Mens nedbrud og reparationer af blæsere tidligere var hyppige, gav Busch's nye klovakuumpumper slet ingen problemer. I tilgift til omkostningerne forbundet med stilstand og reparationer havde dette også en positiv indvirkning på de individuelle ekstruderingslinjers produktionsmængde. De nye vakuumpumpers støjniveau er betydeligt lavere end sidekanalblæsernes. Marco Di Martino siger, at de faktisk slet ikke kan høres i produktionslokalet, som ligger lige ved siden af ekstruderingslinjerne. Vedligeholdelsen af MINK MV klovakuumpumperne er reduceret til et minimum. Producenten Busch anbefaler, at der kun skiftes gearolie efter en driftstid på over 20.000 timer.