
Fig. 1: Den nye kraftvarmeenhed på Echallens' spildevandsbehandlingsanlæg er installeret i en container. Den bruger biogas genvundet fra slam og genererer 150.000 kilowatt-timer strøm på årsbasis. Kilde: Busch Vacuum Solutions.
Produktion af energi med mindre energi
Lige siden den blev i idriftsat i 1974 har Echallens' spildevandsbehandlingsfabrik i den schweiziske region Vaud genereret strøm fra genvinding af biogas. I maj 2020 blev to gamle, oliesmurte stempelkompressorer, der blev brugt til at blande slammet i biogastanken, erstattet af en MINK klovakuumkompressor fra Busch Vacuum Solutions. Dette gjorde det muligt at reducere den nødvendige strømmængde til denne proces med op til 40 procent. For direktøren af dette behandlingsanlæg betyder dette, at han skal bruge mindre energi for at producere energi.
Echallens' behandlingsfabrik drives af Echallens' kommune, der ligger tæt på Vauds hovedstad Lausanne, og som behandler spildevand fra byerne Echallens, Montilliez og Villars-le-Terroir. Den blev designet til at kunne håndtere en befolkning på 10.000 – en kapacitetsgrænse, som er overskredet for længst. Planerne for regionen Echallens Haut-Talent omhandler konsolidering af spildevandsbehandlingen inden 2025 for at gøre denne drift mere økonomisk effektiv i fremtiden. Planerne sigter også efter at forbedre behandlingen af forurenende mikrostoffer. I fremtiden er det planen, at Echallens' behandlingsanlæg skal erstatte alle andre rensningsanlæg og så behandle spildevandet fra samlet set ni af distriktets kommuner. For at opnå dette står Echallens over for at blive udvidet til at kunne håndtere en befolkning på 26.000.
Der blev allerede i 2019 bygget en ny kraftvarmeenhed (fig. 1) på behandlingsanlæggets område. Den genererer en årlig volumen på 150.000 kilowatt-timer strøm fra biogasanlægget. Det varme vand, som genvindes fra kraftvarmeenheden, bruges hovedsageligt på fabrikken selv, eksempelvis til opvarmning af slammet i biogastanken eller af indendørs områder. For også at gøre processen med biogasgenvinding (fig. 2) fra biogastanken mere økonomisk effektiv blev det besluttet at optimere cirkulationen af biogassen i biogastanken, som har en kapacitet på 350 kubikmeter. En del af biogassen, der genereres i biogastanken, føres tilbage i biogastanken. For at kunne gøre dette suges biogassen ud af den øverste del af biogastanken, komprimeres med en kompressor og føres tilbage ind i slammet i bunden af biogastanken. Biogassen flyder gennem slammet og samler sig igen øverst i biogastanken, hvor det føres gennem et rør og ind i en gastank, der fungerer som en midlertidig beholder. Fra gastanken føres biogassen dernæst direkte til kraftvarmeenheden. Denne er aktuelt i drift i 20 timer om dagen og slukkes kun i et par timer om natten.
-
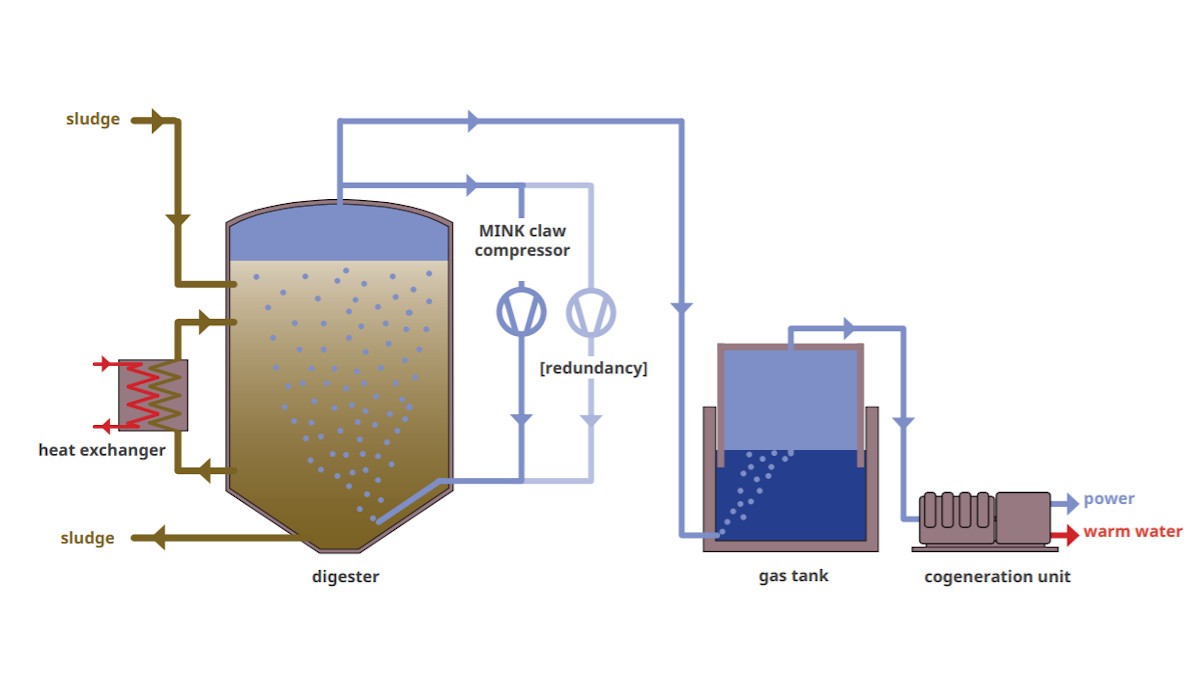
Fig 2: Proces for generering af strøm fra biogas på Echallens' behandlingsanlæg. Kilde: Busch Vacuum Solutions.

-
Fig 2: Proces for generering af strøm fra biogas på Echallens' behandlingsanlæg. Kilde: Busch Vacuum Solutions.
Processen med cirkulerende biogas har følgende fordele: 1. Det koncentrerede slam opvarmes til 38° celsius i biogastanken. Når slammen fyldes med biogas, bidrager den til at sikre, at varmen fordeles jævnt. 2. Blandingen af slam bidrager også til at undgå, at aflejringer samler sig og komprimeres i bunden af biogastanken. 3. Når gasboblerne stiger op gennem slammen, forbedres de mikrobiologiske nedbrydningsprocesser i slammet, hvilket sluttelig fører til mere gas. 4. Cirkulering af biogas i slammen betyder også, at den ikke behøver at blive blandet mekanisk.
Der blev installeret to stempelkompressorer i 1974, der skulle bruges til at blande biogassen i slammen. En af dem var dog designet til at være en ekstra kompressor, der skulle i brug, så processen kunne fortsætte, hvis den anden kompressor brød sammen. I praksis viste det sig dog, at kapaciteten fra én kompressor ikke var tilstrækkelig, så begge kompressorer var hele tiden i drift, og der var ikke længere nogen ekstra kompressor. Begge kompressorer var udstyret med en motor med en mærkestrøm på 6,7 kilowatt.
Efter at have konsulteret en procesingeniør fra den schweiziske virksomhed Busch AG, en virksomhed tilhørende den internationale gruppe Busch Vacuum Solutions, besluttede operatøren at købe en MINK klokompressor (fig. 3) fra Busch.
-

Fig. 3: Op til 95 kubikmeter biogas pr. time transporteres af MINK klokompressoren ved et overtryk på 0,6 bar. Kilde: Busch Vacuum Solutions.

-
Fig. 3: Op til 95 kubikmeter biogas pr. time transporteres af MINK klokompressoren ved et overtryk på 0,6 bar. Kilde: Busch Vacuum Solutions.
Denne kompressor er ATEX-certificeret (II 2G IIB3 T3 (i)/II 3G IIB3 T4(o)), hvilket betyder, at gnistfangere ikke længere er nødvendige. Derudover er den udstyret med et variabelt hastighedsdrev, så volumenflowet kan tilpasses nøjagtigt til kravene i biogastanken.
MINK klokompressorerne har været i drift siden maj 2020 og kører normalt med fuld belastning med et strømforbrug på 4,5 kilowatt og et konstant overtryk på 0,6 bar. Sammenlignet med de to ældre stempelkompressorers strømforbrug, som hver havde en 6,7 kilowatt motor, giver dette i teorien en energibesparelse på mere end 65 procent.
MINK klokompressorer komprimerer biogas uden nogen brug af olie. Dette er muligt i kraft af kompressorernes berøringsfrie driftsprincip, som betyder, at de indvendige, bevægelige dele ikke kommer i kontakt med hinanden eller kabinettet. Der er derfor ikke behov for olieskift i modsætning til de oliesmurte stempelkompressorer, som skulle have to om året. Da de 4,5 liter olie fra hver kompressor kom i kontakt med biogassen, skulle den gamle olie bortskaffes på behørig vis. MINK klokompressorer har en indvendig gearkasse. Den indeholder 0,85 liter gearkasseolie. Busch anbefaler et olieskift efter højst 20.000 driftstimer og en forebyggende, årlig, visuel inspektion af oliens tilstand og mængde.
Operatøren har også bemærket endnu en fordel i løbet af de første par måneders drift:
Klokompressoren er meget mere støjsvag end blot én af de stempelkompressorer, vi brugte før. Støjniveauet er mere end halveret.