
Fonte: funebre – istockphoto.com
Vácuo na marcenaria - Parte 2
Depois de analisarmos os aspectos básicos da tecnologia de vácuo na última edição, hoje abordaremos os diferentes tipos de geração de vácuo. No processo, gostaríamos de limitar a discussão principalmente ao assunto da fixação a vácuo em equipamentos de usinagem, uma área que se tornou muito mais significativa à luz dos avanços na automação na indústria de móveis e outros setores da indústria de marcenaria. O tema da eficiência econômica também corre paralelamente a esse desenvolvimento e tornou-se cada vez mais o foco dos gerentes de produção e dos responsáveis pela tecnologia. Em princípio, existem várias possibilidades para gerar o vácuo. Para a fixação a vácuo, podem ser usadas várias bombas de vácuo mecânicas, das quais vamos falar.
Bombas de vácuo de palhetas rotativas lubrificadas a óleo
As bombas de vácuo de palhetas rotativas lubrificadas a óleo são as verdadeiras bombas clássicas usadas para fixação em equipamentos de usinagem. Elas eram usadas quase exclusivamente décadas atrás. Elas representam confiabilidade, robustez e uma baixa pressão final de menos de um mbar - o que corresponde a um nível de vácuo de 99,9%. Neste nível de alto vácuo, elas garantem capacidade de reserva de velocidade de bombeamento suficiente e, portanto, são conhecidas pela fixação rápida e segura. A alimentação constante de óleo na câmara de compressão facilita o nível de alto vácuo. O óleo é alimentado através da bomba de vácuo através de um sistema de circulação interno onde ele sela, lubrifica e remove o calor da compressão. O óleo e o filtro de óleo devem ser trocados a cada 2.000 horas de operação. Em equipamentos de usinagem com velocidades de bombeamento de mais de 160 metros cúbicos por hora, essas bombas de vácuo foram substituídas pela tecnologia de vácuo a seco. Para equipamentos de usinagem e dispositivos de fixação menores que podem lidar com velocidades de bombeamento mais baixas, as bombas de vácuo de palhetas rotativas lubrificadas a óleo ainda funcionam economicamente e com grande confiabilidade.
Bombas de vácuo de anel líquido
As bombas de vácuo de anel líquido que geram vácuo usando água como fluido de operação funcionam segundo um princípio antigo. Entretanto, eles nunca conseguiram realmente agarrar o uso na fixação por aspiração porque a água como fluido de operação está associada a certos esforços de manutenção que variam desde o reabastecimento diário da água até a limpeza regular do circuito de água. O nível de vácuo destas bombas de vácuo depende da temperatura da água. À medida que a temperatura da água aumenta, a pressão final alcançável é reduzida e, com ela, a velocidade de bombeamento. A velocidade de bombeamento mais alta é atingida em temperaturas de até 15 °C. A uma temperatura da água de 40° C, a velocidade de bombeamento cai para 40% do valor original. A principal vantagem da tecnologia de vácuo de anel líquido é o alto nível de compatibilidade com o vapor de água e a umidade - um benefício que não pode ser aproveitado na fixação em equipamentos de usinagem, mas que predestina virtualmente essas bombas de vácuo para a secagem e impregnação de madeira.
Bombas de vácuo de palhetas rotativas de rotação seca
As bombas de vácuo de palhetas rotativas que funcionam sem fluidos operacionais - o que significa que não é necessário óleo nem água para comprimir o ar extraído - são chamadas de bombas de "rotação seca". Essas bombas de vácuo são usadas com muita frequência para a fixação a vácuo porque os custos de investimento são relativamente baixos. O princípio de funcionamento (Fig. 1) é o mesmo que para as bombas de vácuo de palhetas rotativas lubrificadas a óleo.
Bombas de vácuo de palhetas rotativas lubrificadas a óleo
As bombas de vácuo de palhetas rotativas lubrificadas a óleo são as verdadeiras bombas clássicas usadas para fixação em equipamentos de usinagem. Elas eram usadas quase exclusivamente décadas atrás. Elas representam confiabilidade, robustez e uma baixa pressão final de menos de um mbar - o que corresponde a um nível de vácuo de 99,9%. Neste nível de alto vácuo, elas garantem capacidade de reserva de velocidade de bombeamento suficiente e, portanto, são conhecidas pela fixação rápida e segura. A alimentação constante de óleo na câmara de compressão facilita o nível de alto vácuo. O óleo é alimentado através da bomba de vácuo através de um sistema de circulação interno onde ele sela, lubrifica e remove o calor da compressão. O óleo e o filtro de óleo devem ser trocados a cada 2.000 horas de operação. Em equipamentos de usinagem com velocidades de bombeamento de mais de 160 metros cúbicos por hora, essas bombas de vácuo foram substituídas pela tecnologia de vácuo a seco. Para equipamentos de usinagem e dispositivos de fixação menores que podem lidar com velocidades de bombeamento mais baixas, as bombas de vácuo de palhetas rotativas lubrificadas a óleo ainda funcionam economicamente e com grande confiabilidade. Bombas de vácuo de anel líquido
As bombas de vácuo de anel líquido que geram vácuo usando água como fluido de operação funcionam segundo um princípio antigo. Entretanto, eles nunca conseguiram realmente agarrar o uso na fixação por aspiração porque a água como fluido de operação está associada a certos esforços de manutenção que variam desde o reabastecimento diário da água até a limpeza regular do circuito de água. O nível de vácuo destas bombas de vácuo depende da temperatura da água. À medida que a temperatura da água aumenta, a pressão final alcançável é reduzida e, com ela, a velocidade de bombeamento. A velocidade de bombeamento mais alta é atingida em temperaturas de até 15 °C. A uma temperatura da água de 40° C, a velocidade de bombeamento cai para 40% do valor original. A principal vantagem da tecnologia de vácuo de anel líquido é o alto nível de compatibilidade com o vapor de água e a umidade - um benefício que não pode ser aproveitado na fixação em equipamentos de usinagem, mas que predestina virtualmente essas bombas de vácuo para a secagem e impregnação de madeira.Bombas de vácuo de palhetas rotativas de rotação seca
As bombas de vácuo de palhetas rotativas que funcionam sem fluidos operacionais - o que significa que não é necessário óleo nem água para comprimir o ar extraído - são chamadas de bombas de "rotação seca". Essas bombas de vácuo são usadas com muita frequência para a fixação a vácuo porque os custos de investimento são relativamente baixos. O princípio de funcionamento (Fig. 1) é o mesmo que para as bombas de vácuo de palhetas rotativas lubrificadas a óleo.
-
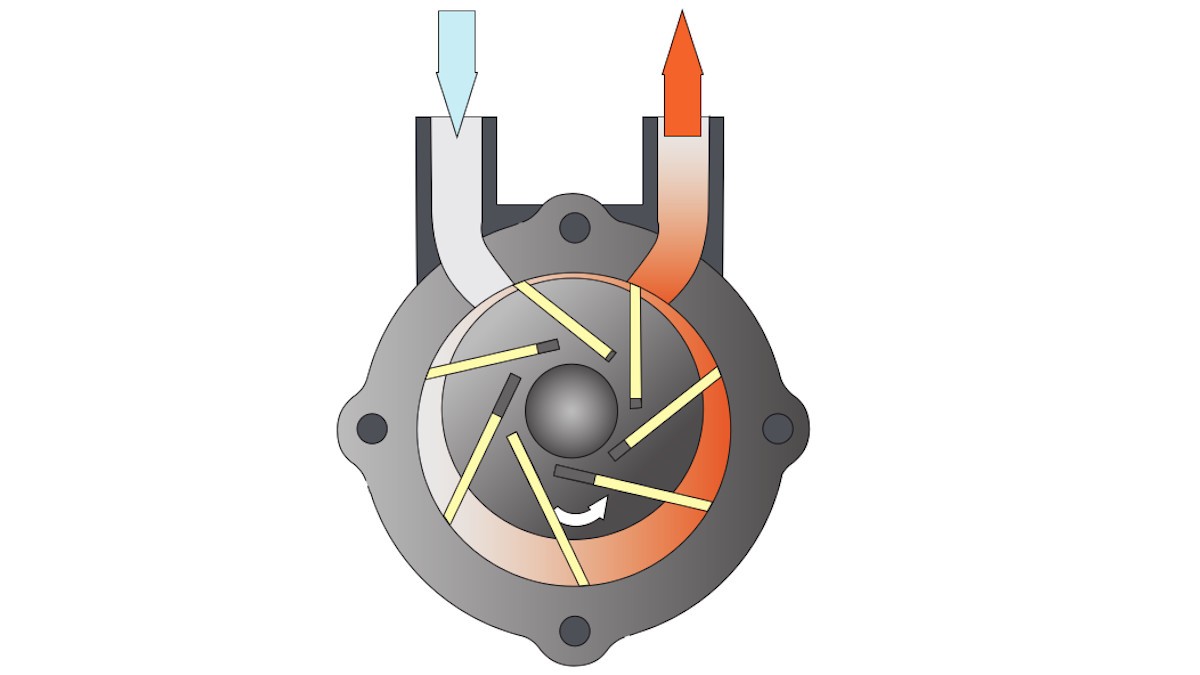
Fig. 1: princípio de operação de uma bomba de vácuo de palhetas rotativas de funcionamento a seco. Fonte: Busch Vacuum Solutions.

-
Fig. 1: princípio de operação de uma bomba de vácuo de palhetas rotativas de funcionamento a seco. Fonte: Busch Vacuum Solutions.
No entanto, devido à falta de lubrificação com óleo, são usadas as chamadas palhetas "auto-lubrificáveis" ou lâminas feitas de material de grafite de carbono. Elas têm a desvantagem de serem afetadas pelo desgaste (Fig. 2) e precisam ser substituídas regularmente para evitar quebras da palheta e, portanto, falha total. O desgaste nas palhetas também afeta o desempenho dessas bombas de vácuo. Após um tempo de operação de apenas 2.000 horas, a velocidade de bombeamento de uma bomba de vácuo de palhetas rotativas de rotação seca pode atingir apenas 85 a 90% da velocidade de bombeamento original. Um dos fatores que afeta a vida útil da palheta é o material a ser processado. O pó MDF abrasivo acelera o desgaste das palhetas. Na operação de três turnos, as palhetas devem ser verificadas pelo menos uma vez a cada seis meses e substituídas, se necessário. Os operadores não só devem considerar os custos de aquisição dessas palhetas especiais - que não devem ser subestimados - mas também devem analisar de forma crítica o consumo de energia desse tipo de bomba de vácuo. Em comparação com todas as outras tecnologias de vácuo, os custos de energia são os mais altos para essas bombas de vácuo. Uma regra geral é que uma bomba de vácuo de palhetas rotativas de rotação seca a partir de uma velocidade de bombeamento de 140 metro cúbico requer 20% mais energia por hora.
-
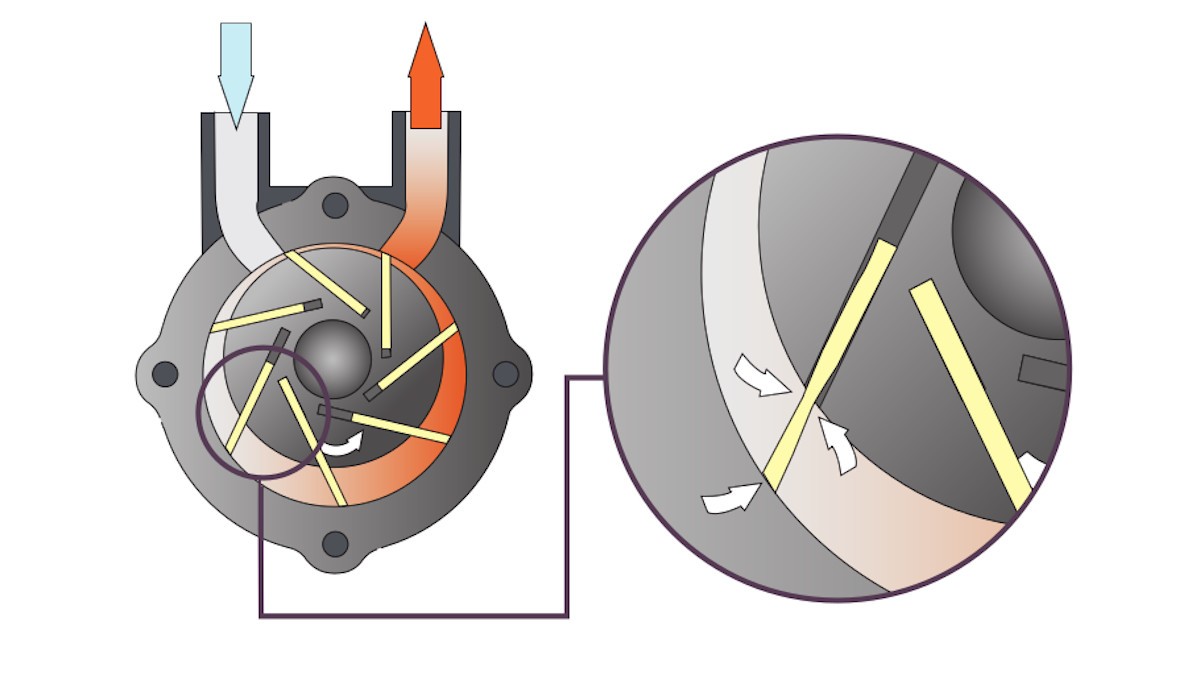
Fig. 2: Desgaste nas palhetas, que deslizam para dentro e para fora das ranhuras pelo menos 1.500 vezes por minuto. A face frontal retifica diretamente através da parede interna da carcaça. Fonte: Busch Vacuum Solutions.

-
Fig. 2: Desgaste nas palhetas, que deslizam para dentro e para fora das ranhuras pelo menos 1.500 vezes por minuto. A face frontal retifica diretamente através da parede interna da carcaça. Fonte: Busch Vacuum Solutions.
Devido aos custos de manutenção e energia associados à bomba de vácuo de palhetas rotativas de rotação seca, nós realmente as recomendamos apenas até uma velocidade de bombeamento de cerca de 100 metros cúbicos por hora. Quanto menor o tamanho, mais lento as palhetas se desgastam porque o diâmetro da câmara de compressão é menor. Isso reduz a velocidade circunferencial das palhetas e a distância com que as palhetas individuais têm que cruzar ao deslizar para dentro e para fora das ranhuras do rotor.
Bombas de vácuo de garras MINK
Em meados da década de 1990, a Busch Vacuum Solutions desenvolveu um princípio completamente novo para a geração de vácuo: a tecnologia de vácuo de garras MINK. Esta tecnologia, que foi constantemente aperfeiçoada, ganhou presença na indústria de marcenaria. Hoje, a terceira geração dessas bombas de vácuo já é usada por vários fabricantes líderes de roteadores CNC.
As bombas de vácuo de garras MINK também funcionam sem fluidos operacionais, como óleo ou água. Dois rotores em forma de garra se movem em uma carcaça (Fig. 3). Eles não entram em contato um com o outro, nem com a carcaça. Isso significa que não há atrito e, portanto, nenhum desgaste, tornando possível a geração de vácuo quase livre de manutenção. Os esforços de manutenção são limitados a uma troca semestral do óleo da engrenagem. A compressão sem contato do ar extraído também tem a vantagem de consumir drasticamente menos energia do que outras bombas de vácuo, e as bombas de vácuo de garras MINK constituem o tipo de geração de vácuo com maior eficiência energética para a fixação a vácuo.
Bombas de vácuo de garras MINK
Em meados da década de 1990, a Busch Vacuum Solutions desenvolveu um princípio completamente novo para a geração de vácuo: a tecnologia de vácuo de garras MINK. Esta tecnologia, que foi constantemente aperfeiçoada, ganhou presença na indústria de marcenaria. Hoje, a terceira geração dessas bombas de vácuo já é usada por vários fabricantes líderes de roteadores CNC.
As bombas de vácuo de garras MINK são quase livres de manutenção e constituem o tipo de geração de vácuo com maior eficiência energética para a fixação a vácuo.
-
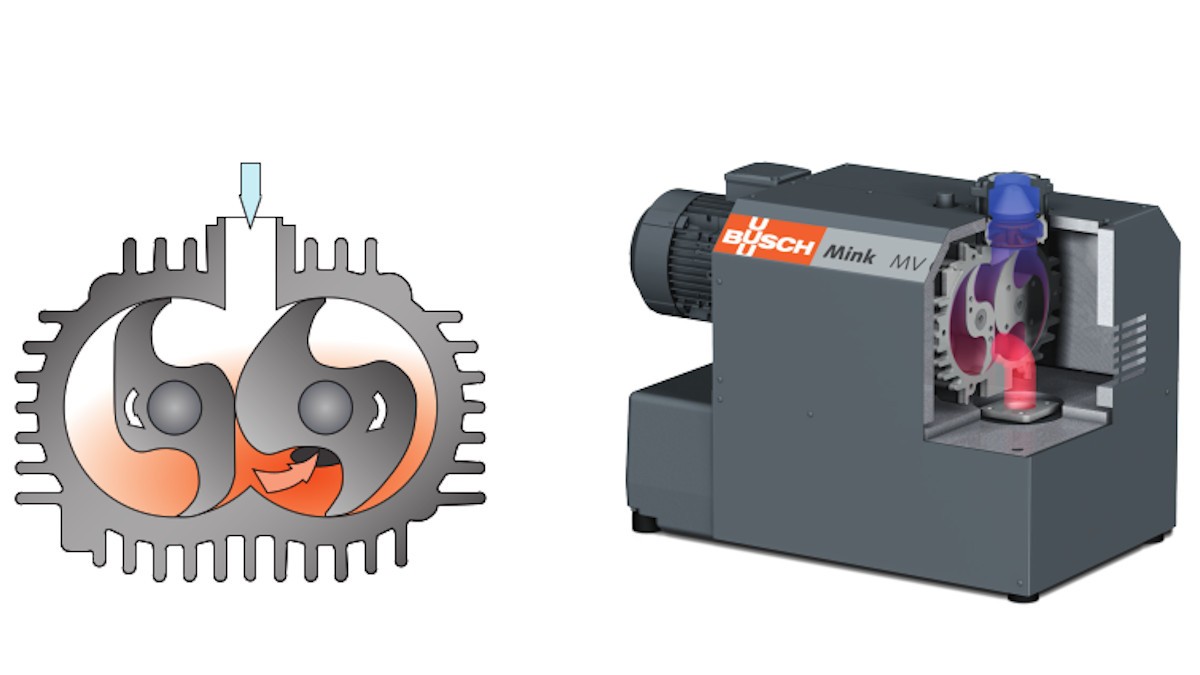
Fig. 3: princípio de operação da última geração de bombas de vácuo de garras MINK. Fonte: Busch Vacuum Solutions.

-
Fig. 3: princípio de operação da última geração de bombas de vácuo de garras MINK. Fonte: Busch Vacuum Solutions.
Por motivos técnicos, a bomba de vácuo de garras MINK é o único gerador de vácuo discutido aqui que pode ser totalmente controlado com base na demanda. Isso significa que um ponto de ajuste específico (pressão final) pode ser especificado para a bomba de vácuo. Quando esse ponto é atingido, a velocidade é automaticamente reduzida ou a bomba de vácuo desliga-se. Isso permite ainda mais economia de energia. Por esse motivo, a Busch oferece todos os tamanhos - de 40 a 900 metros cúbicos de velocidade de bombeamento por hora - bem como opções de economia de energia e motor de frequência controlada.
Resumo
Existem várias possibilidades que podem ser usadas para gerar o vácuo para fixação. Em princípio, as situações precisam ser avaliadas individualmente para encontrar a solução ideal de bomba de vácuo. O diagrama (Fig. 4) pode ajudar na tomada de uma decisão preliminar. Mas, em geral, recomendamos consultar um especialista ao fazer a seleção e escolher as dimensões.
Resumo
Existem várias possibilidades que podem ser usadas para gerar o vácuo para fixação. Em princípio, as situações precisam ser avaliadas individualmente para encontrar a solução ideal de bomba de vácuo. O diagrama (Fig. 4) pode ajudar na tomada de uma decisão preliminar. Mas, em geral, recomendamos consultar um especialista ao fazer a seleção e escolher as dimensões.
-
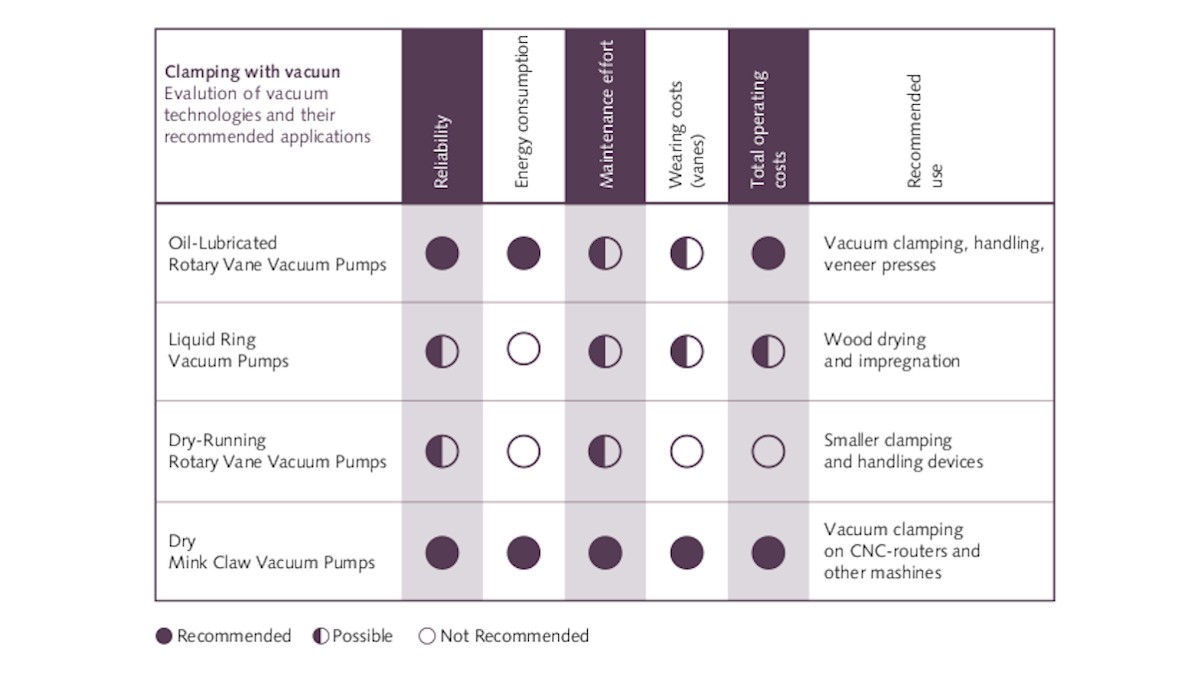
Fig. 4: Visão geral das diversas tecnologias de vácuo e suas recomendações de uso. Fonte: Busch Vacuum Solutions.

-
Fig. 4: Visão geral das diversas tecnologias de vácuo e suas recomendações de uso. Fonte: Busch Vacuum Solutions.