
Fig. 1: The R5 RD 0360 A is the first size of new, energy-efficient rotary vane vacuum pumps from Busch, which were unveiled at the IFFA 2016. Source: Busch Vacuum Solutions.
Energy-Efficient Vacuum Supply for Food Packaging
Vacuum technology in the packaging process
For many foodstuff manufacturers, energy-efficient vacuum supply for foodstuff packaging is increasingly being seen from the standpoint of economical processes. Chamber packaging machines, tray sealers or thermoforming packaging machines use vacuum technology to package fresh foodstuffs hygienically and with a long shelf life. The more such packaging machines are used in a company, and the longer the operating times, the more intensively the energy required and the operating costs of the vacuum supply should be investigated. It is important here that the entire packaging process is examined and is not limited to the vacuum technology alone.
Vacuum supply
The vacuum pump is the core of a packaging machine's vacuum supply. It evacuates the air from the vacuum chamber and ensures that there is as high a vacuum as possible or as low a pressure as possible in the packaging following sealing. After this, a gas can be fed in to create a protective atmosphere in the packaging. Rotary vane vacuum pumps are normally used for the evacuation of the vacuum chamber. With the R 5 vacuum pump series, Busch Vacuum Solutions has set the global standard for the vacuum supply for packaging machines for more than 50 years, and has continually developed and perfected it since. The latest series from Busch, the R5 RD, was presented at the IFFA 2016 in Frankfurt for the first time. These vacuum pumps require 20 percent less motor power than comparable models. For example, if a thermoforming packaging machine is equipped with the new R5 RD 0360 A (fig. 1), the annual electricity costs saved during two-shift operation at ten cycles per minute is approx. EUR 1,500 (price of electricity = 0.18 euros/kWh). This new series of R5 rotary vane vacuum pumps is specially designed for the vacuum packaging of foodstuffs, and can be easily cleaned because the surfaces are smooth, the oil lines are only on the inside and the housing has no cooling fins. Maintenance has been significantly reduced as all of the maintenance elements are attached to an operating side, and only one single air/oil separator must be changed. This means savings on costs even for maintenance.
Reducing thermal load
As a general rule, vacuum pumps generate waste heat that can negatively affect production and processing rooms or their air-conditioning systems. The waste heat can not only be drastically reduced. It can also be utilized. An oil/water heat exchanger on an R5 rotary vane vacuum pump can significantly reduce waste heat and thus reduce the energy costs for air conditioning. Furthermore, the heat exchanger can be used to generate warm water, which can in turn be used as warm water during operation. R5 rotary vane vacuum pumps can be retrofitted with heat exchangers. If four packaging machines operate in one packaging room and each is fitted with an R5 rotary vane vacuum pump with 5.5 kW of motor power, the overall required energy for cooling is approximately 6.0 kW. If the vacuum pumps are operated with a heat exchanger, the energy requirement for cooling is reduced to approximately 1.5 kW. During an operating time of 4,500 hours/year and an assumed electricity price of 0.18 euros/kWh, this results in annual energy cost savings of approximately EUR 3,700. The use of warm water is not taken into account in this example.
Controlling packaging processes
There are several options to design the packaging process more economically through the use of intelligent technologies for the vacuum supply, from an optimized control system, to frequency control, to the use of a vacuum container. Busch has developed the so-called "VacuumAudit" for this purpose. A vacuum specialist investigates the existing vacuum supply directly at the customer’s site, and analyses this. The specialist can then point out to the customer where there is potential for savings. The goal is to develop an individual solution for vacuum supply for the customer which can be used to achieve optimal energy efficiency.
Central vacuum supply
Any company that packages foodstuffs on several thermoforming packaging machines, tray sealers or chamber machines should consider using a centralized vacuum supply.
With centralization, energy cost savings of 50% and more can generally be expected.
-

Fig. 2: Busch central vacuum system in a large meat processing business. Source: Busch Vacuum Solutions.

-
Fig. 2: Busch central vacuum system in a large meat processing business. Source: Busch Vacuum Solutions.
-
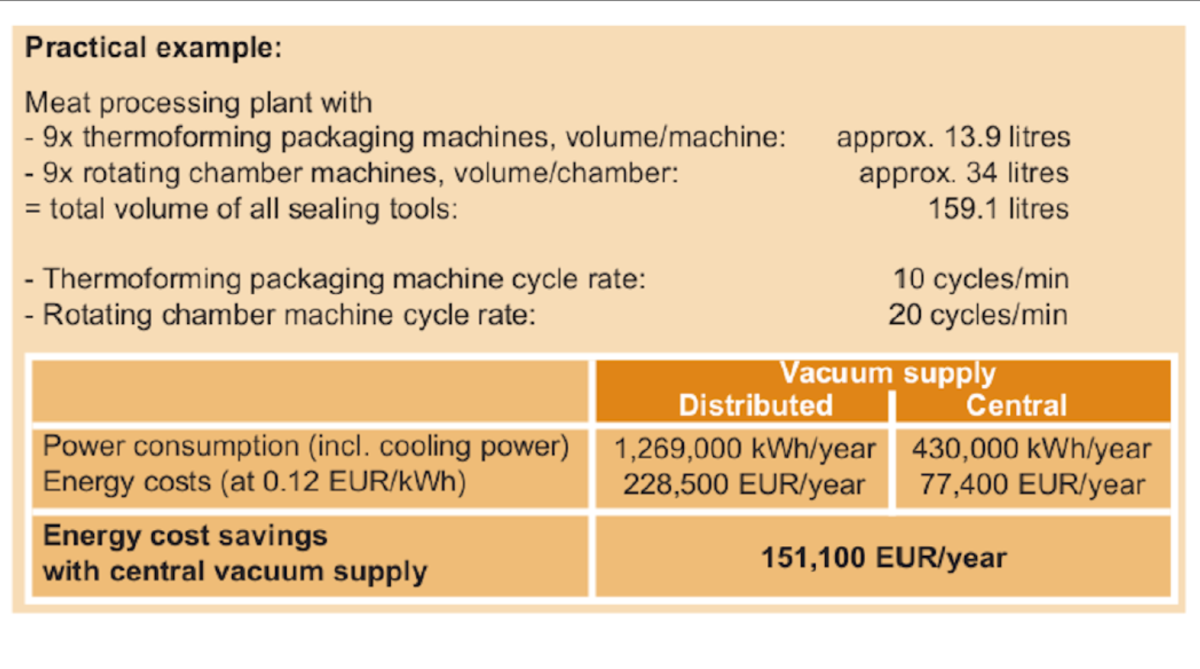
Fig. 3: Comparison of energy costs for central and local vacuum supply. Source: Busch Vacuum Solutions.

-
Fig. 3: Comparison of energy costs for central and local vacuum supply. Source: Busch Vacuum Solutions.