
Kalibrieranlage zum Schaumformen von Armaturenbrettern. Instandhaltungsleiter Markel Jordansson überwacht die Funktion des Vakuums. Quelle: Busch Vacuum Solutions.
Druckgeregelte Vakuumtechnologie hilft Energie zu sparen
Ein Langzeittest brachte es an den Tag: Mit der neuen Drehschieber-Vakuumpumpe R5 RA 0840 A PLUS von Busch sind erhebliche Energieeinsparungen möglich. Der Autozulieferer IAC Group AB hat die neue Drehschieber-Vakuumpumpe an einer seiner Kaschieranlagen, auf der Armaturenbretter für verschiedene Volvo-Typen gefertigt werden, im Einsatz.
Durch die integrierte Druckregelung der Vakuumpumpe ist ein bedarfsabhängiger Betrieb möglich, was eine monatliche Stromkostenersparnis von über 50 Prozent einbrachte.
Die IAC Group ist ein weltweit tätiger Zulieferer für die Automobilindustrie mit insgesamt mehr als 50 Fertigungswerken und 22.000 Mitarbeitern. Im Werk in Göteborg werden von 650 Mitarbeitern vornehmlich Armaturenbretter und Türinnenverkleidungen für Volvo hergestellt und mehrmals täglich just-in-time direkt an die Montageplätze von Volvo geliefert.
Bislang waren an einer Kaschieranlage für Armaturenbretter (Fig. 1) zwei herkömmliche Drehschieber-Vakuumpumpen installiert. Diese Vakuumpumpen waren ungeregelt und liefen fünf Tage pro Woche durchgehend im Drei-Schicht-Betrieb. Durch das Vakuum werden die Dekofolie und die Basisfolie nach dem manuellen Einlegen in die Form in der gewünschten Position gehalten. Da jede Vakuumpumpe mit einem 15-Kilowatt-Motor ausgestattet war, summierte sich so der Stromverbrauch pro Jahr auf circa 120.000 kWh. Da die beiden Vakuumpumpen schon um die 30 Jahre alt waren, stand eine Generalüberholung oder Ersatzbeschaffung an. Instandhaltungsleiter Markel Jordansson bat die Firma Busch Vacuum Solutions um eine praktikable und wirtschaftliche Lösung. Die Vakuumexperten von Busch empfahlen ihm die neu entwickelte R5 PLUS (Fig. 2).
-

Die neue Drehschieber-Vakuumpumpe R5 PLUS arbeitet druckgeregelt und passt sich somit den tatsächlichen Leistungsanforderungen des Prozesses an. Quelle: Busch Vacuum Solutions.

-
Die neue Drehschieber-Vakuumpumpe R5 PLUS arbeitet druckgeregelt und passt sich somit den tatsächlichen Leistungsanforderungen des Prozesses an. Quelle: Busch Vacuum Solutions.
Dabei handelt es sich auch um eine ölgeschmierte Drehschieber-Vakuumpumpe, eine seit vielen Jahrzehnten in der Industrie bewährten robusten Vakuumtechnologie.
Die Drehschieber-Vakuumtechnologie hat grundsätzlich den Vorteil, dass mit abnehmendem Druck der Stromverbrauch sinkt.
Die höchste Leistungsaufnahme erfolgt zwischen Atmosphärendruck, also beim Einschalten, und einem Vakuumniveau von 300 mbar. Im eigentlichen Arbeitsbereich von 30 bis 40 mbar wird von der Vakuumpumpe nur noch ungefähr 70 Prozent der angegebenen Motornennleistung aufgenommen.
Diese Neuentwicklung von Busch ist serienmäßig mit einem integrierten Steuerungssystem ausgestattet. Sie kann druckabhängig ein voreingestelltes Vakuumniveau akkurat einhalten oder bei vorgegebener Drehzahl ein gewisses Saugvermögen permanent gewährleisten.
Markel Jordansson entschied sich für einen mehrmonatigen Testbetrieb mit dieser Vakuumpumpe. Der Betrieb mit Druckregelung sollte gewährleisten, dass der vorgegebene Soll-Druck an der Vakuumpumpe von 30 mbar unabhängig vom tatsächlich bei den verschiedenen Prozessschritten benötigten Saugvermögen sicher eingehalten wird.
Bei dem Fertigungsprozess auf der Kaschieranlage, auf der täglich um die 200 Armaturenbretter gefertigt werden, war zuvor der eigentliche Bedarf an Saugvermögen praktisch nicht zu ermitteln. Insgesamt werden acht Prozessschritte auf der Anlage durchgeführt, die zeitlich miteinander nicht getaktet sind und unterschiedlich viel Saugvermögen erfordern. Bislang hat man direkt am Werkzeug zum Halten der eingelegten Formteile ein Vakuumniveau von 40 mbar vorgegeben. Da die Vakuumversorgung nicht direkt an der Kaschieranlage installiert ist, entstehen in der längeren Vakuumleitung Leckagen, sodass die Vakuumpumpe selbst ein Vakuumniveau von 30 mbar erbringen muss.
Mit der Inbetriebnahme der R5 PLUS war es möglich, auf dem Display die benötigte Drehzahl und somit das Saugvermögen permanent anzeigen zu können. Als Vakuumniveau wurden 30 mbar programmiert. Schnell wurde erkannt, dass der Bedarf an Saugvermögen je nach Prozessschritt sehr unterschiedlich ist und die Vakuumpumpe dies durch Veränderung der Drehzahl ausgleicht. Durch die eingebaute SPS werden alle betriebsrelevanten Daten aufgezeichnet und können jederzeit auf dem Display (Fig. 3) abgerufen, mit der integrierten Speicherkarte ausgelesen oder an die Anlagensteuerung oder andere externe Ausgabegeräte übermittelt werden. Instandhaltungsleiter Markel Jordansson hat zudem den Eco-Mode aktiviert. Das bedeutet, dass nach einer frei wählbaren Zeitspanne, in der vom Prozess keine Leistung von der Vakuumpumpe abverlangt wird, diese automatisch abschaltet. Sobald prozessseitig wieder Vakuum benötigt wird, fährt die Vakuumpumpe automatisch auf die notwendige Drehzahl hoch. Dies ist besonders energiesparend bei kurzen Produktionsunterbrechungen und Pausen, in denen früher zwei Vakuumpumpen permanent bei hundert Prozent Leistung durchliefen. Markel Jordansson hat intern von einem Elektroingenieur die Energieeinsparung ausrechnen lassen und kann belegen, dass durch den Einsatz der neuen R5 PLUS Drehschieber-Vakuumpumpe pro Jahr 8.400 Euro an Energiekosten gespart werden. Darin nicht eingerechnet sind weitere Einsparpotentiale durch Prozessoptimierung. Durch die lückenlose Aufzeichnung des Enddrucks und der Leistungsaufnahme, neben mehreren anderen Parametern, kann die Vakuumpumpe jetzt feinjustiert werden. Waren ursprünglich beispielsweise 30 mbar Arbeitsdruck direkt am Werkzeug gefordert, wurde bereits nach einigen Wochen festgestellt, dass 40 mbar für diese Anwendung ausreichend sind. Wird nun ein gröberes Vakuumniveau vorgegeben, reagiert die Vakuumpumpe mit noch niedrigeren Drehzahlen und noch weiter reduziertem Energieverbrauch.
-
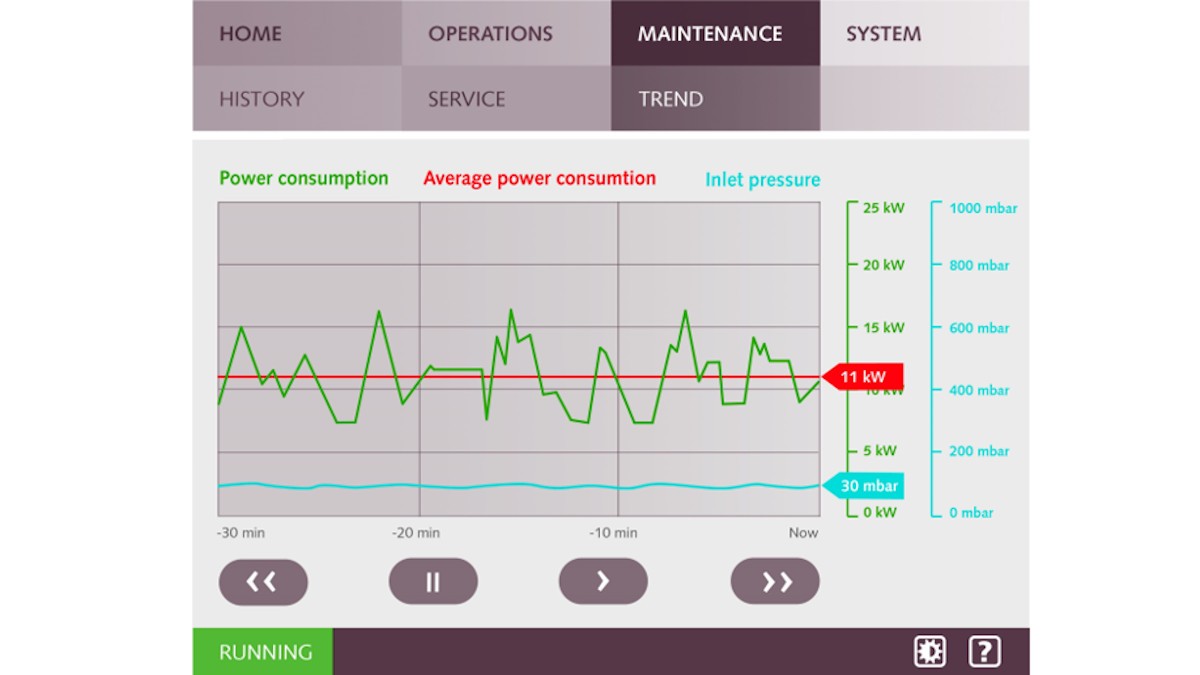
Auf dem Display der Vakuumpumpe können verschiedene Parameter direkt abgelesen werden. Hier werden die Leistungsaufnahme, die durchschnittliche Leistungsaufnahme und das Vakuumniveau am Pumpeneinlass angezeigt. Auch Öltemperatur, Betriebszeit, Zeit bis zur nächsten Wartung oder die Drehzahl können angezeigt werden. Quelle: Busch Vacuum Solutions.

-
Auf dem Display der Vakuumpumpe können verschiedene Parameter direkt abgelesen werden. Hier werden die Leistungsaufnahme, die durchschnittliche Leistungsaufnahme und das Vakuumniveau am Pumpeneinlass angezeigt. Auch Öltemperatur, Betriebszeit, Zeit bis zur nächsten Wartung oder die Drehzahl können angezeigt werden. Quelle: Busch Vacuum Solutions.
Ein weiterer wesentlicher Vorteil für Markel Jordansson ist auch die deutlich geringere Geräuschemission der neuen R5 PLUS gegenüber den bislang eingesetzten älteren Vakuumpumpen.
Jede der beiden alten Drehschieber-Vakuumpumpen hatte jeweils einen Schalldruckpegel von 79 dB(A), was eine Unterhaltung im Pumpenraum nicht möglich machte, so Markel Jordansson. Die R5 PLUS kommt bei höchster Drehzahl auf knapp 70 dB(A).
Nach den ersten Monaten Testbetrieb ist sich Instandhaltungsleiter Markel Jordansson sicher, mit der R5 PLUS die ideale Vakuumpumpe für seine Anwendung gefunden zu haben.