Сокращение энергетических затрат на производство энергии
С момента своего ввода в эксплуатацию в 1974 году водоочистная установка в Эшаллане (швейцарский кантон Во) вырабатывает энергию путем восстановления биогаза. В мае 2020 года два масляных поршневых компрессора старой конструкции, которые использовались для смешивания шлама в биореакторе, были заменены одним кулачковым компрессором MINK компании Busch Vacuum Solutions. В результате количество энергии, необходимой для этого процесса, сократилось на 40 %. Для руководителя водоочистной установки это означает, что для выработки энергии потребуется меньше энергии.
Руководство водоочистной установкой в Эшаллане осуществляет муниципалитет Эшаллана, расположенный недалеко от Лозанны — столицы кантона Во; эта установка очищает сточные воды городов Эшаллан, Монтилье и Виллар-ле-Терруар. Установка была предназначена для обслуживания 10 000 человек — это предельная нагрузка, которая была в значительной степени исчерпана. К 2025 году кантон планирует объединить водоочистные системы в регионе Эшаллан-о-Талан, чтобы повысить экономичности этих процессов в будущем. В планы также входит совершенствование процесса удаления микрозагрязняющих веществ. В будущем водоочистная установка в Эшаллане должна заменить остальные местные установки очистки сточных вод и обеспечить очистку вод девяти муниципалитетов региона. Для достижения этой цели установку в Эшаллане планируют расширить до мощности, рассчитанной на 26 000 человек.
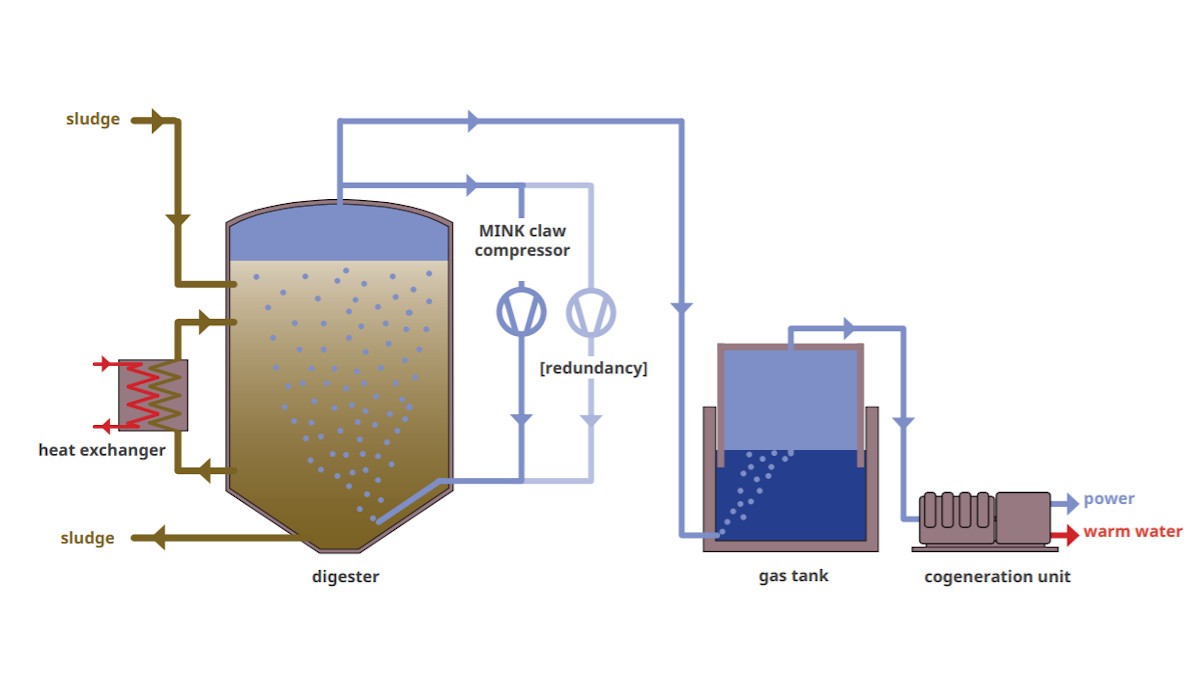
В 2019 году на территории водоочистной установки был построен новый блок комбинированного цикла (рис. 1), который работает на биогазе и ежегодно вырабатывает 150 000 kWh электроэнергии. Теплая вода, восстанавливаемая из блока комбинированного цикла, в основном используется для собственных нужд установки, например для подогрева шлама в биогенераторе или обогрева помещений. Чтобы повысить экономичность процесса восстановления биогаза (рис. 2), получаемого из биогенератора, было принято решение оптимизировать систему циркуляции биогаза в биогенераторе, объем которого составляет 350 m³. Часть биогаза, вырабатываемого в биогенераторе, подается обратно в шлам. Для этого биогаз удаляется из верхней части биогенератора, сжимается с помощью компрессора и подается обратно в шлам в нижней части биогенератора. Биогаз проходит через шлам и снова собирается в верхней части биогенератора, откуда по трубе подается в газовый бак, используемый в качестве промежуточного резервуара. Из газового бака биогаз поступает непосредственно в блок комбинированного цикла. Сегодня этот процесс осуществляется 20 часов в сутки и приостанавливается всего на несколько часов ночью.
Преимущества процесса циркуляции биогаза: 1. В биогенераторе концентрированный шлам нагревается до температуры 38 °C. Заполнение шлама биогазом способствует равномерному распределению тепла. 2. Смешивание шлама также позволяет исключить образование отложений и не допустить уплотнения нижней части биогенератора. 3. При всплывании пузырьков газа и прохождении их через шлам повышается качество процессов микробиологического разрушения в шламе, что в конечном итоге приводит к повышению выработки газа. 4. При циркуляции биогаза через шлам не требуется использовать механические мешальные устройства.
В 1974 году были смонтированы два поршневых компрессора, которые предназначались для смешивания биогаза в шламе; при этом один из компрессоров выполнял роль резервного и использовался в случае отказа второго, что позволяло обеспечить непрерывность технологического процесса. На практике, однако, вышло так, что производительности одного компрессора было недостаточно, поэтому оба компрессора работали непрерывно и резерва не было. Оба компрессора были оснащены двигателями номинальной мощностью 6,7 kW каждый.
После консультаций с инженерами-технологами из швейцарской компании Busch AG, входящей в состав международной группы Busch Vacuum Solutions, оператор принял решение приобрести кулачковый компрессор MINK (рис. 3) производства Busch.
Этот компрессор
сертифицирован согласно ATEX (II 2G IIB3 T3 (i)/II 3G IIB3 T4(o)) и не требует использования пламегасителей. Более того, компрессор оснащается частотно-регулируемым приводом, который позволяет с высокой точностью поддерживать объемный расход, необходимый для работы биогенератора.
Кулачковый компрессор MINK функционирует с мая 2020 года и работает, как правило, в режиме полной нагрузки, с энергопотреблением 4,5 kW и постоянным избыточным давлением 0,6 bar. Если сравнить этот показатель с энергопотреблением двух поршневых компрессоров старой конструкции, каждый из которых был оснащен двигателем мощностью 6,7 kW, теоретическая экономия энергии составляет более 65 %.
Кулачковые компрессоры MINK сжимают биогаз без использования масла. За счет этого удалось создать бесконтактную технологию сжатия, когда внутренние подвижные части не соприкасаются друг с другом и с корпусом. В таких компрессорах не нужно менять масло — в отличие от масляных поршневых компрессоров, которые требовали замены масла два раза в год. Когда масло объемом 4,5 l в каждом компрессоре соприкасалось с биогазом, старое масло приходилось утилизировать соответствующим образом. Кулачковые компрессоры MINK оснащены внутренним редуктором. В редуктор заливается масло в объеме 0,85 l. Busch рекомендует менять масло не реже чем через 20 000 часов эксплуатации и ежегодно проводить профилактический осмотр с целью оценки состояния и количества масла.
В течение первых месяцев эксплуатации оператор заметил еще одно преимущество:
кулачковый компрессор создает намного меньше шума, чем даже один из поршневых компрессоров, которые использовались раньше. Уровень шума снизился более чем вдвое.