Efficienza elevata con la nostra tecnologia all'avanguardia
La pompa per vuoto rotativa a palette supera il test di efficienza per confronto diretto
Maulburg, Germania
|
30.03.2021
La nostra pompa per vuoto rotativa a palette R5 e una tradizionale pompa per vuoto a vite a tenuta d'olio sono state messe a confronto dal TÜV SÜD per testarne capacità di aspirazione, consumo energetico e tempo di evacuazione. Il risultato comprovato da un certificato dimostra che la R5 si classifica al primo posto in tutte e tre le discipline.
Grandi risparmi grazie alle nostre pompe per vuoto rotative a palette R5:
Basso consumo di energia
Fino al 57% inferiore rispetto alle pompe per vuoto a vite a tenuta d'olio testate
Cicli di confezionamento rapidissimi
Fino al 10% di cicli di confezionamento in più rispetto alle pompe per vuoto a vite a tenuta d'olio testate
Elevata affidabilità
Leggete qui la configurazione completa del test:
Le pompe per vuoto sono componenti importanti nel confezionamento di prodotti alimentari e bevande freschi. Quale pompa per vuoto raggiunge il massimo fattore di efficienza? Alla domanda si può rispondere con un confronto diretto, a patto che il test sia stato configurato con la dovuta sensibilità. Uno studio comparativo pubblicato di recente suggerisce la superiorità di una pompa per vuoto a vite a tenuta d'olio. A questo risultato si è però giunti utilizzando per il test una configurazione che sembra molto irrealistica. Ora anche l'ente certificatore indipendente TÜV Süd ha effettuato un confronto tra le pompe per vuoto coinvolte. Questo confronto comportava una simulazione realistica di un processo industriale standard. In queste condizioni,
il risultato è nettamente a favore della pompa per vuoto rotativa a palette lubrificata a olio.
In questo articolo si illustra il confronto tra i due test. Per chiarezza, a questi si fa riferimento di seguito come Test 1 e Test 2. Per una migliore leggibilità, la pompa per vuoto a vite a tenuta d'olio è denominata con l'abbreviazione SVP e quella rotativa a palette lubrificata a olio con RVVP.
Test 1: controllo in base alla domanda vs. funzionamento a pieno carico Questo test è stato effettuato dal produttore della pompa per vuoto a vite a tenuta d'olio (SVP). La società è specializzata soprattutto in compressori e la macchina in questione è un prodotto della tecnologia dei compressori. Il confronto è stato effettuato con una pompa per vuoto rotativa a palette lubrificata a olio (RVVP)
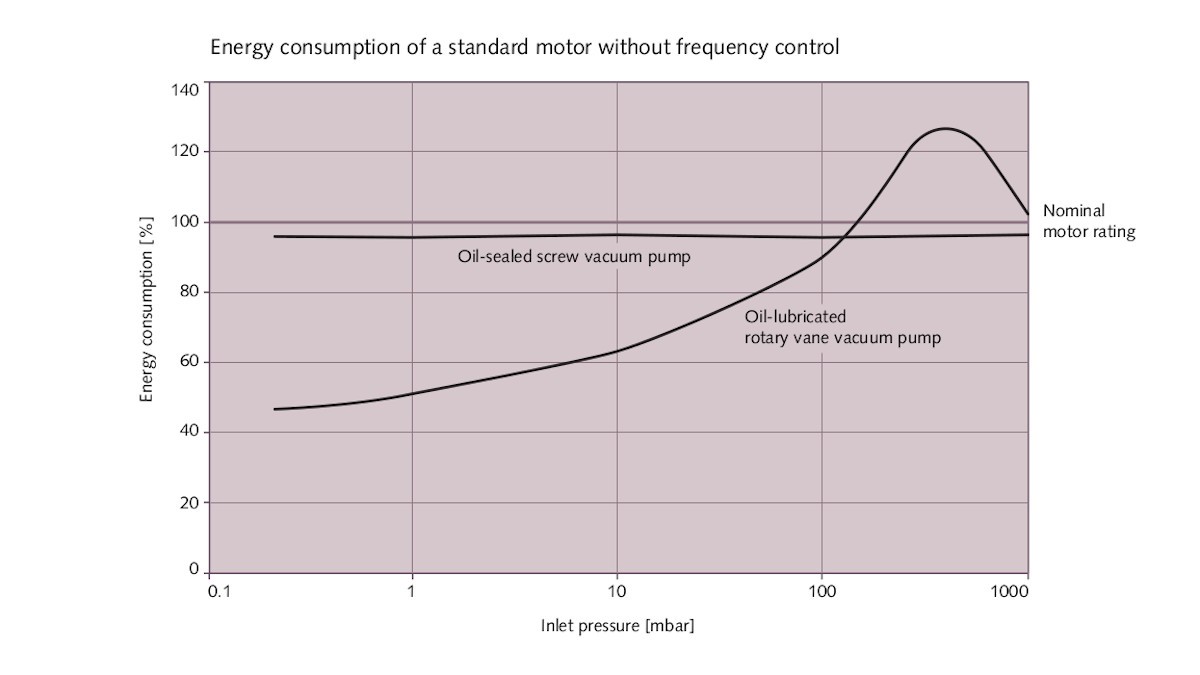
R5 RA 0630 C di Busch. La configurazione del test non consente, tuttavia, un confronto realistico per vari motivi. Il ciclo del test simulava vari processi supportati dal vuoto. Erano comunque incluse ovviamente anche le interruzioni di produzione, compresi i tempi di fermo notturni durante i quali la RVVP, diversamente dalla SVP, continuava a funzionare. Nel test la SVP è stata azionata come parte di un sistema con convertitori di frequenza e un sistema di controllo integrato, che fermava la pompa per vuoto durante le interruzioni. D'alto canto, la RVVP era apparentemente collegata come macchina isolata, costantemente in funzione a piena potenza. Test 1: proverbiale confronto tra mele e arance. La pompa per vuoto a funzionamento continuo ha consumato, ovviamente, più elettricità della sua controparte regolata, che veniva fermata automaticamente durante le interruzioni. La RVVP avrebbe potuto essere equipaggiata con un convertitore di frequenza e un sistema di controllo: per questa pompa per vuoto Busch offre una versione di questo tipo. Ciò avrebbe creato condizioni di partenza simili. Ma ovviamente non è stato fatto. Sfortunatamente, la descrizione del test non fornisce informazioni precise sulle condizioni essenziali da rispettare. Considerato il suo design, una RVVP registra in genere il massimo consumo energetico nella fase di avviamento in condizioni comprese tra la pressione atmosferica e circa 300 mbar (fig. 1). Il consumo energetico si riduce però drasticamente in proporzione alla riduzione della pressione in aspirazione. Una SVP, d'altro canto, consuma circa la stessa quantità di energia in condizioni comprese tra pressione atmosferica e pressione assoluta nominale. Ciò significa che rispetto a una SVP, una RVVP richiede molta meno energia nell'intervallo di esercizio compreso tra pressione assoluta nominale e 100 mbar.
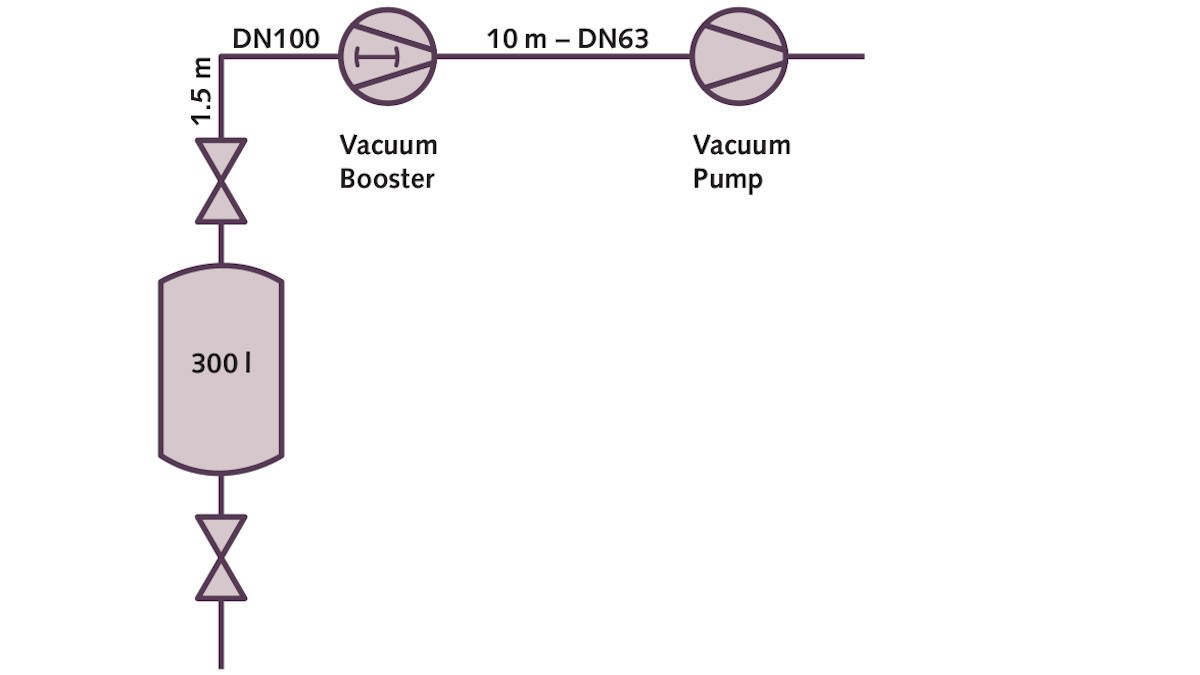
Test 2: stesse condizioni Il secondo test del confronto (fig. 2) è stato effettuato recentemente dall'ente di prova indipendente TÜV Süd, uno degli enti leader nel proprio campo. Sono state utilizzate le stesse pompe per vuoto del Test 1. Questa volta, però, è stato simulato un funzionamento reale, senza interruzioni o fermi notturni. Il Test 2 simulava il ciclo di lavoro di una macchina per il confezionamento sottovuoto. Questo è un utilizzo comune delle pompe per vuoto a livello industriale. Come spesso accade in applicazioni di questo tipo, entrambe le pompe per vuoto sono state supportate anche da un booster per vuoto aggiuntivo. La configurazione e la procedura del test sono state inoltre verificate da un noto produttore di macchine per il confezionamento sottovuoto ed è stato confermato che la simulazione era realistica. Come esempio di applicazione, è stata scelta una macchina per il confezionamento con un elevato volume della camera, identico a quello utilizzato per il confezionamento di carne o formaggio. In genere una macchina di questo tipo con alimentazione automatica del prodotto esegue parecchi cicli al minuto. Nel test la macchina è stata simulata mediante una camera da 300 litri e un sistema di tubi da 11,5 metri collegati tra la camera, il booster per vuoto e la pompa per vuoto. La camera è stata evacuata ciclicamente fino a ottenere un livello di vuoto di 5 mbar. Il tempo per l'evacuazione è dipeso dalle prestazioni delle pompe per vuoto. Il tempo tra i cicli di evacuazione è stato impostato su 14 secondi, un intervallo tipico per macchine per il confezionamento di questa taglia. Sono stati registrati il tempo di svuotamento necessario delle pompe per vuoto e il loro consumo di energia.
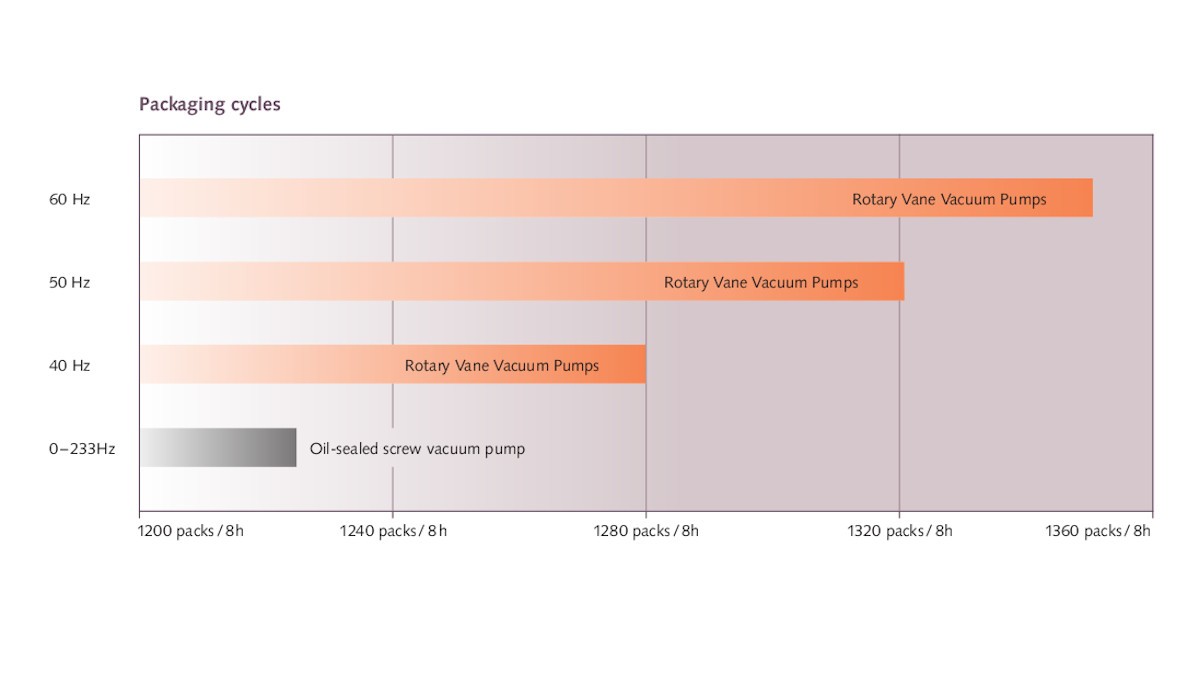
Risultati inequivocabili I risultati dei vari cicli di test sono stati sempre inequivocabili: la pompa per vuoto rotativa a palette (RVVP) è risultata più veloce nell'evacuazione (fig. 3) ed ha consumato meno energia della pompa per vuoto a vite (SVP). A seconda della velocità impostata della RVVP, si ottengono tempi di fermo della pompa più brevi o risparmi energetici maggiori. Nel confronto, la RVVP è l'11% più veloce in modalità a 40 Hz e consuma il 42% di energia in meno, per fare un esempio.
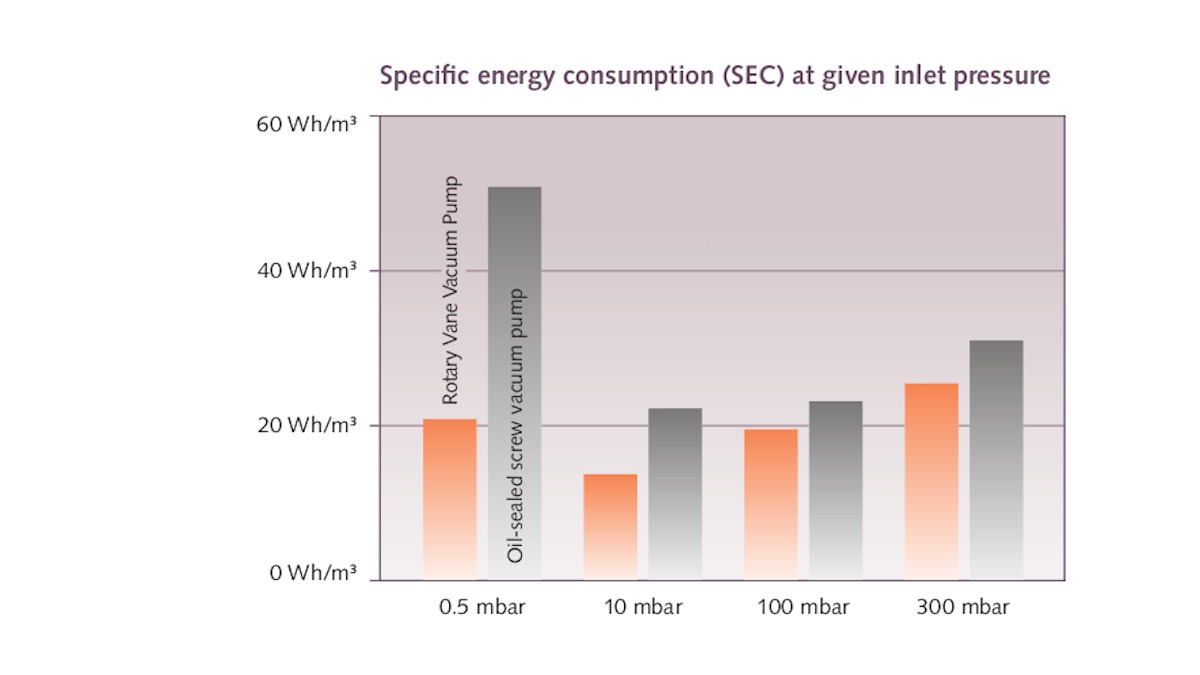
Oltre al tempo di fermo della pompa e al consumo di energia, durante il test sono stati misurati anche la capacità di aspirazione e il consumo di energia in funzione della pressione in aspirazione (fig. 4). Da questi valori misurati è stato calcolato il consumo di energia specifico (SEC) a livelli di vuoto differenti. Ciò fornisce informazioni precise sul numero di watt necessari per estrarre un metro cubo di aria all'ora e ottenere un determinato livello di vuoto. Anche qui la RVVP è superiore alla SVP a tutti i livelli di vuoto. I risparmi energetici sono compresi tra il 13 e il 73%. Al livello di vuoto di 10 mbar (tipico nella pratica), la RVVP consuma il 38% di energia in meno rispetto alla SVP (fig. 4).
Una questione di principio I risultati sono sorprendentemente inequivocabili. La RVVP è una tecnologia classica per pompe per vuoto. In questi test la R 5 RA 0630 C ha sfruttato i vantaggi maturati in decenni di ottimizzazione tecnica per la generazione di vuoto. Al contrario, la SVP è fondamentalmente un compressore convertito. Sebbene la generazione di vuoto e la compressione siano entrambe tecniche utilizzate per estrarre gas, i diversi obiettivi richiedono soluzioni tecniche differenti. In genere per i compressori il rapporto di compressione è 1:10; per le pompe per vuoto è 1:100-1:1000, ovvero molto più alto. Dal punto di vista tecnico ciò significa che le due viti e il cilindro di un compressore a vite possono essere prodotti con tolleranze più alte. Questo significa che la produzione è più redditizia e il rapporto di compressione di 1:100 desiderato viene ottenuto nonostante il numero crescente di perdite interne. Ciò è comunque dovuto al fatto che il rapporto è compensato da una rotazione molto superiore a circa 7000 giri/min a pieno carico. D'altro canto, la RVVP è una pompa per vuoto pura con componenti di precisione e tolleranze minime, che riduce al minimo gli indici di perdita interna e in definitiva permette di ottenere un rapporto di compressione molto più alto. Fornisce quindi prestazioni costanti dall'inizio alla fine dell'evacuazione con un basso consumo di energia e funziona pertanto solo a una velocità massima di 1000 giri/min. La velocità più bassa riduce la sollecitazione meccanica e quindi l'esigenza di manutenzione. Permette inoltre di ottenere una vita utile molto più lunga e costi più bassi del ciclo di vita della macchina. D'altro canto, la SVP richiede un controllo separato della pressione mediante una valvola di controllo all'ingresso, in modo da prevenire il sovraccarico della pompa per vuoto nel range compreso tra 1000 e 300 millibar. Nel range tra pressione atmosferica e vuoto grossolano, lavora con prestazioni molto ridotte. Questo, insieme al design adottato dalla struttura dei compressori, contribuisce in modo significativo a prolungare il tempo di fermata della pompa. Sono esattamente queste differenze che in definitiva hanno influito sui risultati del test comparativo.
Conclusioni Il Test 2 è stato effettuato in condizioni realistiche. Mele sono state confrontate con mele: in altre parole, sono stati raccolti e confrontati i dati di prestazione effettivi della generazione di vuoto.
La pompa per vuoto rotativa a palette lubrificata a olio (RVVP) R 5 RA 0630 C di Busch ha fatto registrare prestazioni nettamente superiori a quelle della pompa per vuoto a vite (SVP) originariamente progettata come compressore, in termini sia di tempo di messa in vuoto della pompa sia di consumo di energia.
I risultati dei test confermano la superiorità della pompa per vuoto più venduta in questa classe di prestazione.
Maulburg, Germania
|
30.03.2021