Gran eficiencia con nuestra tecnología líder
La bomba de vacío de paletas rotativas gana las pruebas comparativas de eficiencia de vacío
Maulburg, Alemania
|
30.03.2021
TÜV SÜD ha probado el caudal, el consumo actual y el tiempo de evacuación de nuestra bomba de vacío de paletas rotativas R5 y de una bomba de vacío de tornillo sellada con aceite. Como resultado, se ha expedido un certificado que califica a la R5 como la mejor en las tres disciplinas.
Consiga un importante ahorro de gastos con nuestras bombas de vacío de paletas rotativas R5:
Bajo consumo energético
Hasta un 57 % menor que la bomba de vacío de tornillo sellada con aceite
Ciclos de envasado extrarrápidos
Hasta un 10 % más ciclos de envasado que la bomba de vacío de tornillo sellada con aceite
Alta fiabilidad
Lea la configuración completa de la prueba aquí:
Las bombas de vacío son componentes importantes en el envasado de alimentos y bebidas frescos. ¿Qué bomba de vacío obtiene el nivel de eficiencia más alto? Una comparación directa puede responder a esta pregunta si la configuración de la prueba se diseñó con cuidado. Un estudio comparativo publicado recientemente sugiere la superioridad de una bomba de vacío de tornillo sellada con aceite. Sin embargo, el resultado se obtuvo mediante una configuración de prueba que parece muy poco realista. Ahora, la organización certificadora independiente TÜV Süd ha llevado a cabo otra comparación de las mismas bombas de vacío. En ella se ha efectuado una simulación realista de un proceso industrial estándar. En estas condiciones,
el resultado es claramente favorable para la bomba de vacío de paletas rotativas lubricada con aceite.
En este artículo se contraponen las dos pruebas comparativas. Para una mayor claridad, en adelante nos referiremos a ellas como la Prueba 1 y la Prueba 2. Para facilitar la lectura, la bomba de vacío de tornillo sellada con aceite se abreviará utilizando las siglas BVT y la bomba de vacío de paletas rotativas lubricada con aceite con las siglas BVPR.
Prueba 1: Control basado en la demanda frente a operación a plena carga Esta prueba fue iniciada por el fabricante de la bomba de vacío de tornillo sellada con aceite (BVT). La empresa se especializa principalmente en compresores, y la máquina en cuestión es un derivado de la tecnología de compresor. Esta se comparó con una bomba de vacío de paletas rotativas lubricada con aceite (BVPR)
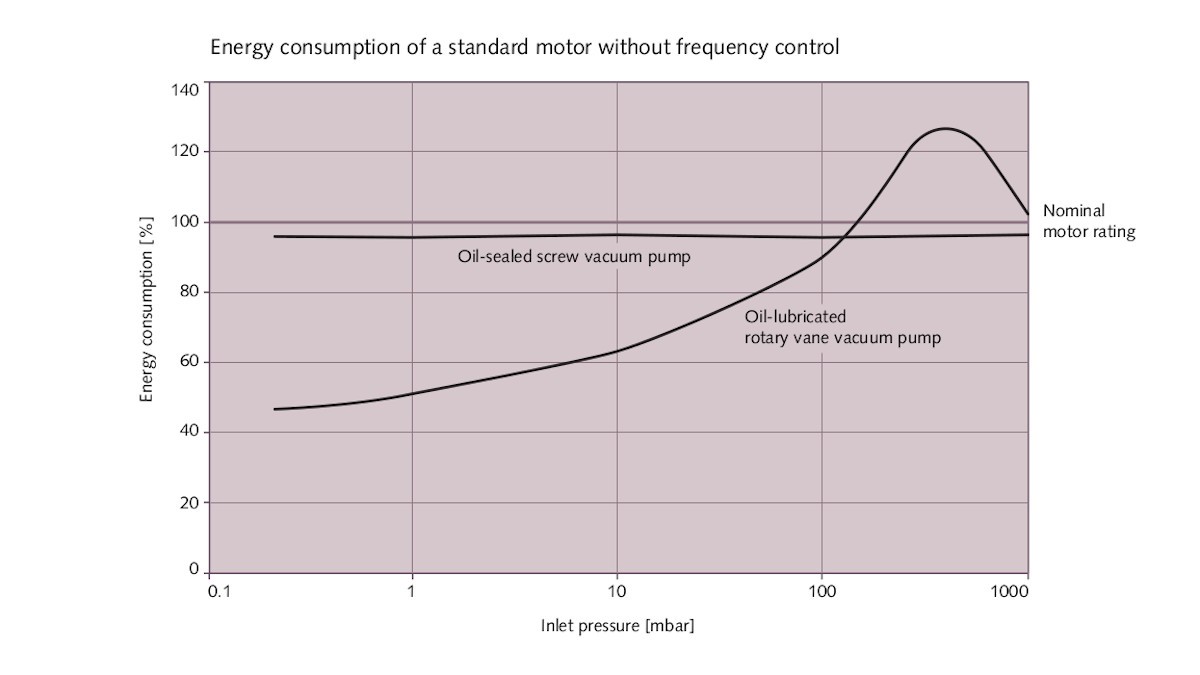
R5 RA 0630 C de Busch. No obstante, la configuración de esta prueba no permite una comparación realista por varias razones. El ciclo de pruebas simulaba varios procesos asistidos por vacío. Pero, obviamente, incluía también pausas en la fabricación, incluidos los tiempos de inactividad nocturnos durante los cuales la BVPR, a diferencia de la BVT, seguía en funcionamiento. Durante la prueba, la BVT se puso en funcionamiento como parte de un sistema con variadores de frecuencia y con un sistema de control integrado que detenía la bomba de vacío durante las pausas. Por otra parte, la BVPR estaba conectada aparentemente como una máquina aislada en funcionamiento continuo a potencia completa. Como suele decirse, la Prueba 1 comparaba manzanas con naranjas. Naturalmente, la bomba de vacío en funcionamiento continuo consumía más electricidad que su equivalente regulada, que se detenía automáticamente durante las pausas. La BVPR también se podría haber equipado con un variador de frecuencia y un sistema de control, ya que Busch ofrece este tipo de versión para esta bomba de vacío. Esto habría creado unas condiciones de partida similares. Obviamente, esto no se llevó a cabo. Lamentablemente, la descripción de las pruebas carece de información precisa sobre estas importantes condiciones marco. Debido a su diseño, una BVPR suele tener un consumo energético más alto en la fase de arranque entre la presión atmosférica y aproximadamente 300 mbar (Fig. 1). Pero su consumo energético se reduce drásticamente a medida que se reduce la presión de entrada. Una BVT, por otra parte, consume aproximadamente la misma cantidad de potencia entre la presión atmosférica y el vacío límite. Esto significa que una BVPR requiere una alimentación eléctrica considerablemente menor en el rango de funcionamiento entre el vacío límite y 100 mbar que una BVT.
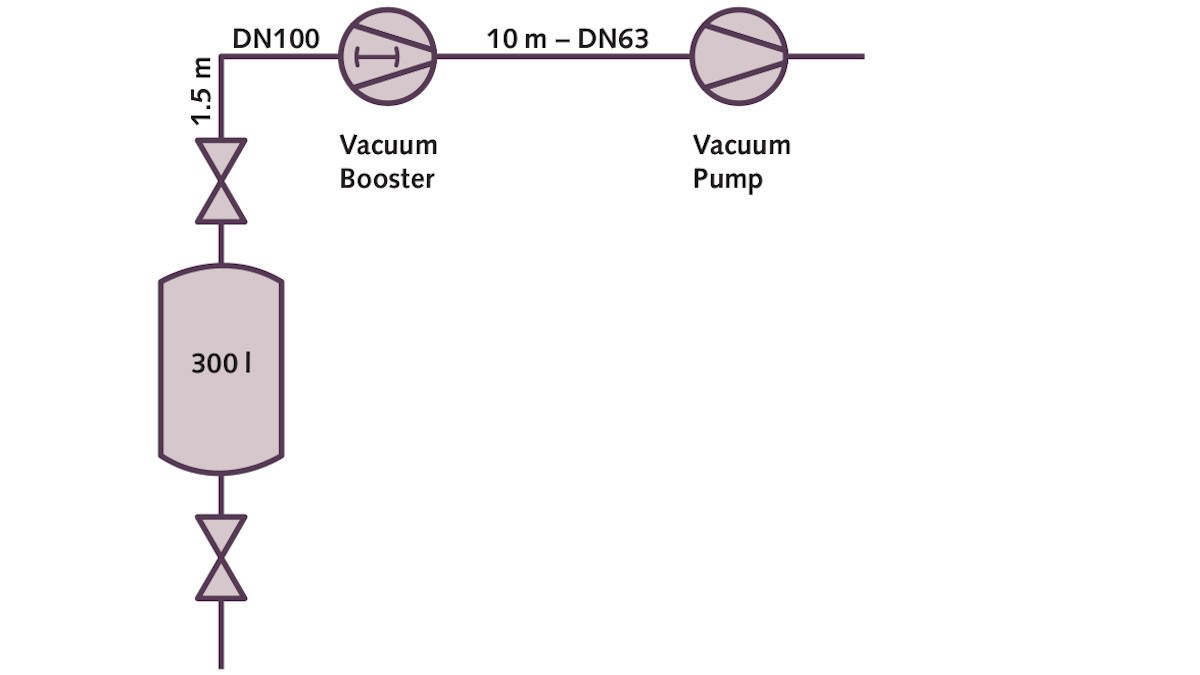
Prueba 2: Condiciones iguales La organización certificadora independiente TÜV Süd llevó a cabo recientemente una segunda prueba comparativa (Fig. 2). Se trata de una institución líder en su campo. Se utilizaron las mismas bombas de vacío que en la Prueba 1. Sin embargo, en esta ocasión se simuló un funcionamiento real, sin pausas ni tiempos de inactividad nocturnos. La Prueba 2 simulaba el ciclo de trabajo de una máquina de envasado al vacío. Este es un uso común de las bombas de vacío en la industria. Como suele suceder en estas aplicaciones, ambas bombas de vacío estaban asistidas adicionalmente por un booster de vacío idéntico. Además, la configuración de la prueba y su procedimiento fueron comprobados por un fabricante reconocido de máquinas de envasado al vacío que confirmó que la simulación era realista. Como ejemplo de aplicación, se escogió una máquina de envasado con un gran volumen de cámara, como las que se utilizan para el envasado de carne o de quesos. Generalmente, este tipo de máquinas con suministro automático del producto administra varios ciclos por minuto. Durante la prueba, la máquina se simuló utilizando una cámara de 300 litros y un sistema de tuberías de 11,5 metros de largo entre la cámara, el booster de vacío y la bomba de vacío. La cámara se evacuaba de forma cíclica hasta un nivel de vacío de 5 mbar. El tiempo de la evacuación dependía del rendimiento de las bombas de vacío. El tiempo establecido entre ciclos de evacuación era de 14 segundos, un lapso de tiempo típico para este tamaño de máquinas de envasado. Se registró el tiempo de evacuación requerido de las bombas de vacío y su consumo energético.
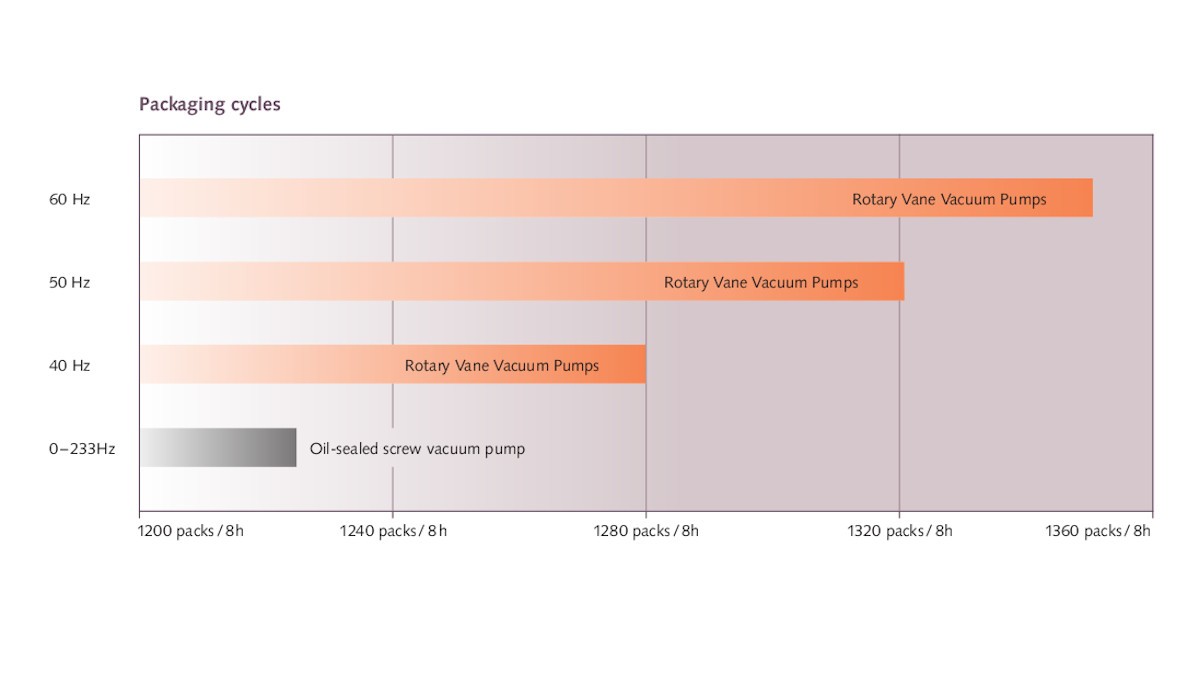
Resultados inequívocos Tras varias pruebas realizadas, los resultados obtenidos fueron inequívocos y constantes: la bomba de vacío de paletas rotativas (BVPR) vacía más rápido (Fig. 3) y consume menos energía que la bomba de vacío de tornillo (BVT). En función de la velocidad establecida en la BVPR, estos resultados acortaban más los tiempos de evacuación o aumentaban el ahorro energético. Por ejemplo, la BVPR es un 11 % más rápida en el modo de 40 Hz y ahorra un 42 % en consumo energético comparada con la otra bomba.
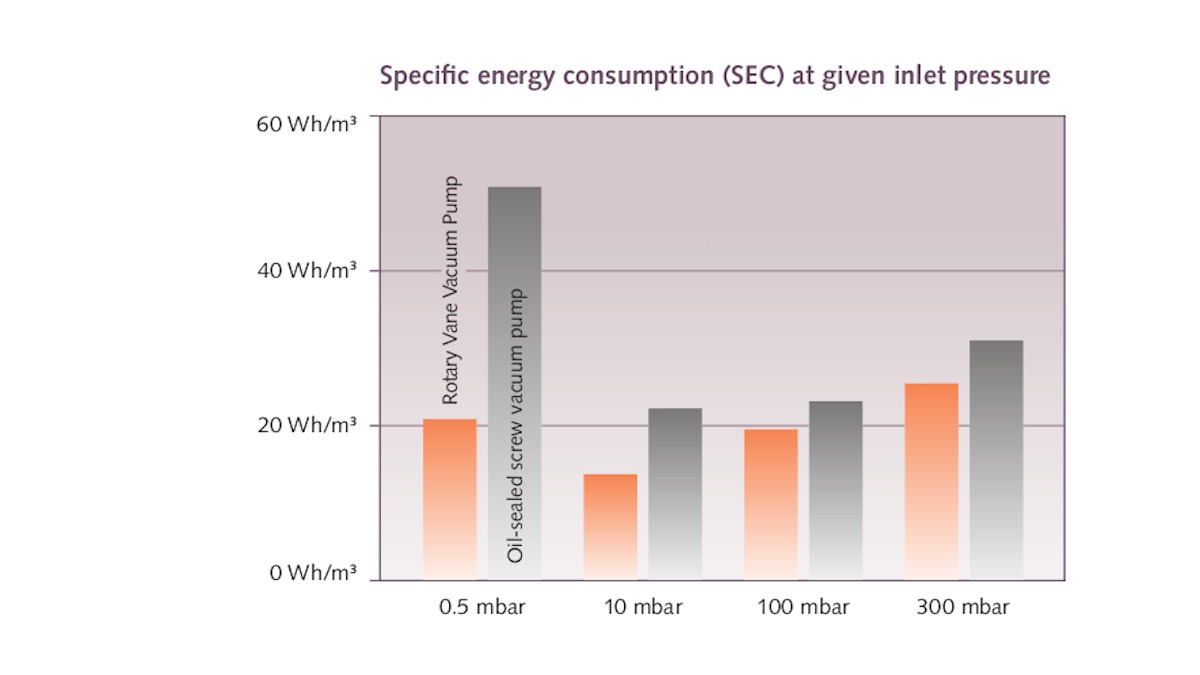
Además del tiempo de evacuación y del consumo energético, durante la prueba el caudal y el consumo energético se midieron también como una función de la presión de entradas (Fig. 4). A partir de esos valores medidos se calculó el consumo energético específico (SEC) a diferentes niveles de vacío. Esto proporciona información precisa sobre la cantidad de vatios necesarios para extraer un metro cúbico de aire por hora y alcanzar cierto nivel de vacío. La BVPR también es superior a la BVT en este sentido, en todos los niveles de vacío. El ahorro energético se encuentra entre el 13 y el 73 %. A un nivel de vacío de 10 mbar (típico en la práctica), la BVPR consume un 38 % menos de energía que la BVT (Fig. 4).
Una cuestión de principio Los resultados son sorprendentemente inequívocos. La BVPR es un clásico en la tecnología de bombas de vacío. La R 5 RA 0630 C hizo gala de los beneficios obtenidos tras décadas de optimización técnica para la generación de vacío. Por otro lado, la BVT es básicamente un compresor convertido. Pese a que tanto la generación de vacío como la compresión consisten en la extracción de gas, los objetivos diferentes requieren soluciones técnicas distintas. Para los compresores, la relación de compresión suele ser de 1:10, mientras que para las bombas de vacío es de entre 1:100 y 1:1000, unos valores mucho mayores. Técnicamente, esto significa que, en un compresor de tornillo, los dos tornillos y el alojamiento pueden fabricarse con tolerancias mucho mayores. Esto implica que la producción es más rentable y que la relación deseada de compresión de 1:100 se alcanza a pesar de la gran cantidad de fugas internas. Sin embargo, para ello es necesaria una compensación con una rotación mucho más alta de unas 7000 rpm con carga máxima. La BVPR, por su parte, es puramente una bomba de vacío con piezas precisas y tolerancias mínimas que reduce las tasas de fugas internas al mínimo y, en última instancia, permite una relación de compresión mucho mayor. Por lo tanto, ofrece un rendimiento constante desde el principio hasta el final de la evacuación con un bajo consumo energético. Es por esto que solo funciona a una velocidad máxima de 1000 rpm. La baja velocidad reduce la carga mecánica y, en consecuencia, el mantenimiento requerido. Esto permite también obtener una vida útil considerablemente mayor y reducir los costes del ciclo de vida. La BVT, por otra parte, requiere un control de presión adicional mediante una válvula de control de entrada para evitar sobrecargar la bomba de vacío en el rango comprendido entre los 1000 y los 300 mbar. Entre la presión atmosférica y el vacío pobre, funciona con un rendimiento considerablemente menor. Esto, junto con el diseño de la construcción del compresor, contribuye considerablemente a ampliar el tiempo de evacuación. Son precisamente estas diferencias las que influyeron en última instancia en los resultados de la prueba comparativa.
Conclusión La Prueba 2 se llevó a cabo en condiciones realistas. Se compararon manzanas con manzanas: en otras palabras, se recopilaron y compararon los datos de rendimiento reales de la generación de vacío.
La bomba de vacío de paletas rotativas lubricada con aceite (BVPR) R 5 RA 0630 C de Busch ofreció un rendimiento considerablemente mejor que la bomba de vacío de tornillo (BVT) diseñada originalmente como un compresor, tanto en términos de tiempo de evacuación como de consumo energético.
Los resultados de la prueba confirman la superioridad de la bomba de vacío más vendida en esta clase de rendimiento.
Maulburg, Alemania
|
30.03.2021