
Fig. 1: Plasma nitrided extruder screw prepared for the arc PVD coating process. Source: Busch Vacuum Solutions.
Screw Vacuum Pump for Arc PVD Coating
Dreistegen
Finishing the surfaces of large metallic tools and components is Dreistegen GmbH's core business. It uses various diffusion layer treatments, such as nitriding, nitro carburizing or oxidizing, and coating techniques, such as physical vapor deposition (PVD) and chemical vapor deposition (CVD), under the application of cold plasma.
When applying hardened thin layers using arc evaporation (arc PVD) under vacuum, Dreistegen relies on a COBRA NC screw vacuum pump from Busch Vacuum Solutions. As a backing pump, it works with two parallel turbomolecular vacuum pumps to generate the vacuum in the coating chamber.
In 2008, Dr. Oliver Kayser launched his own business in the buildings of an old textile factory in the town of Monschau in the Eifel region of Germany. Dating back as many as 200 years, the old industrial building was brought back to life by Kayser, whose business initially focused on plasma nitriding and PVD coating for tools and components. What started small in partially dilapidated buildings has now transformed into a modern, medium-sized enterprise with 40 employees, who apply special thin layers to workpieces in order to protect them from wear and corrosion. What is more, these coatings can help to stop residue from forming on the surfaces. Parasitic reactions with other materials are thus avoided. Many of Dreistegen's customers come from the field of plastics processing and commission the company to coat injection-molded, extruded or blow-molded tools. Dr. Oliver Kayser developed a special form of coating, which prevents the tool surface's catalytic stimulation from degrading the molten plastic. As a result, the plastic does not stick to the mold. For the operator, this means that material and color can be changed quickly when using extrusion or injection molding. Furthermore, the amount of mold release agent can be reduced or use of an agent can be eliminated completely.
Dreistegen also coats forming tools and die casting molds, primarily for the automobile industry and its suppliers. Dreistegen offers a range of nitriding, PVD and CVD coatings and finishes.
Dr. Oliver Kayser is intensely engaged in modern coating techniques and is always experimenting with ways to optimize thin layers to give them specific properties that generate benefits for his customers in particular applications. This also involves optimizing his plant technology.
The arc PVD coating system he purchased, with a usable turning diameter of 1,200 millimeters and a usable height of 1,500 millimeters, was originally installed with a vacuum system made up of an oil-lubricated rotary vane vacuum pump as a backing pump and two vacuum boosters. This system generated the vacuum required for the two turbomolecular vacuum pumps that worked in parallel. Kayser replaced this entire backing vacuum unit with a COBRA NC 400 B from Busch. The screw vacuum pump achieves an ultimate pressure of 0.05 mbar (hPa) in a single stage. As such, it is able to replace the old three-stage vacuum unit from another manufacturer in terms of ultimate pressure and pumping speed, while also achieving much better energy efficiency.
Kayser appreciates the COBRA NC's stable and reliable performance and its quiet operation. Furthermore, it requires a lot less space than the previous vacuum system.
-
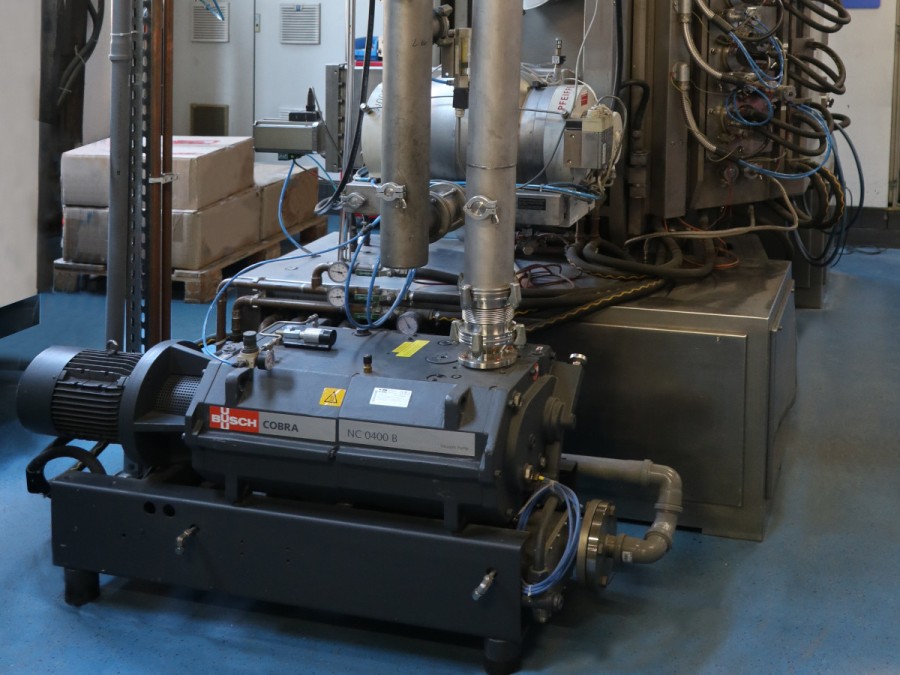
Fig. 2: System for arc PVD coating using a COBRA NC screw vacuum pump as a backing pump for two turbomolecular vacuum pumps. Source: Busch Vacuum Solutions.

-
Fig. 2: System for arc PVD coating using a COBRA NC screw vacuum pump as a backing pump for two turbomolecular vacuum pumps. Source: Busch Vacuum Solutions.
Kayser also carefully examined screw vacuum pumps from another manufacturer. They had a one-sided bearing system and were driven by a special motor that was difficult to replace.
Kayser was impressed by the COBRA's modular, functional design with a double-sided bearing system on the two screw rotors and its flange-mounted standard motor, which can be replaced at any time.
From loading the coating chamber to removing the workpieces, the actual arc PVD process takes between 14 and 18 hours. The COBRA NC vacuum pump keeps running in the short breaks between two processes for assembling and removing the workpieces. This means that the COBRA NC runs all year round. For Kayser, the current setup for generating the process vacuum in his coating system – consisting of the combination of a COBRA NC screw vacuum pump and two parallel downstream turbomolecular vacuum pumps – is the ideal solution.
The base material of the workpiece must meet a certain surface hardness level before it can be given an arc PVD coating. For this reason, Dreistegen generally prepares the workpieces to be coated using a plasma nitriding process.
The plasma nitrided workpieces are then blasted with glass beads or polished slightly if needed. Once the workpieces have been cleaned, they are secured on holders and loaded into the coating chamber. The closed chamber is then evacuated to a vacuum level of 10-5 mbar (hPa). The workpieces in the chamber are then heated to a maximum of 450 °C.
Once the process temperature has been reached, the natural oxides are eroded in an argon glow-discharge plasma. The arc evaporators are then ignited and are thereby able to move. However, they remain bonded to the donor materials of titanium, chrome, or their alloys due to the permanent magnets attached to the rear. Aluminum alloys or other metals can also be used.
In the arc, the donor material is vaporized in an explosion-like process and the individual vapor particles are almost completely ionized. Electrical priming (BIAS) is used to shoot the ions onto the workpieces. Reactive gases like nitrogen, acetylene, methane, oxygen and hydrogen are also added. The addition of these gases causes the pressure in the coating chamber to rise to 10-2 mbar (hPa). The reactive gases released from the plasma bind themselves to the metal ions on the workpiece surface to create the layers of hard coating. Typical compounds include titanium nitride (TiN), titanium carbo-nitride (TiCN), chromium nitride (CrN), aluminum titanium nitride (AlTiN) and chromium oxide (Cr2O3). Due to the high particle energy and throwing power, the coating created is exceptionally adhesive and uniform, even on workpieces with complex shapes. The thin layers created by Dreistegen using arc evaporation achieve hardness levels of more than 2,000 HV (Vickers Hardness).
Compared to the original vacuum unit, the amount of maintenance work required on the vacuum system is considerably lower thanks to the use of the COBRA NC screw vacuum pump.
The only work required on the screw vacuum pump is an annual change of the gear oil.
Dr. Oliver Kayser emphasizes that the screw vacuum pump's absolute operational safety is very important to him. The loss of the vacuum pump during the process would cause enormous damage, as this would render the expensive workpieces unusable.
After two years of uninterrupted operation of the COBRA NC, Dr. Oliver Kayser says:
We at Dreistegen are happy Busch customers and are impressed by the quality of the machines.