Vacuümtechniek is overal binnen de houtbewerking.

Bron: Tomasz Nieweglowski – istockphoto.com.
Vacuüm in houtbewerking – deel 1
Vacuümtechniek is overal binnen de houtbewerking. En er zijn veel manieren om vacuüm te gebruiken.
Toch weten veel houtverwerkers en houtbewerkers maar weinig over vacuüm. Voor velen is het zelfs een wat ongemakkelijk onderwerp. In deze en de volgende drie artikelen veel nuttige informatie over verschillende soorten vacuümopwekking. Wat zijn de voor- en nadelen. En - niet geheel onbelangrijk - het economische rendement. Vandaag eerst de basis van vacuüm.
Vacuüm – wat is dat eigenlijk?
Bij houtbewerking wordt vacuüm voornamelijk gebruikt voor- Het opspannen op CNC-routers
- Het vastzetten en transporteren van plaatmateriaal en werkstukken met handlingapparatuur
- Vorm- en fineerpersen
Bij houtverwerking wordt vacuüm gebruikt voor
- Het drogen van gezaagd hout en constructiehout
- Het impregneren van hout.
Vastzetten en optillen van houten onderdelen
Vacuüm wordt voornamelijk toegepast bij het opspannen op CNC-routers en andere bewerkingsapparatuur. Hierbij wordt de houdkracht van vacuüm gebruikt om verschillend plaatmateriaal of massief houten onderdelen stevig, snel en zonder druksporen op hun plaats te houden. Deze houdkracht wordt ook vaak toegepast bij handlingapparaten of pick-and-place robots.
Vacuümtechnologie wordt het meest gebruikt voor het opspannen en vastklemmen op CNC-freesmachines en andere bewerkingsmachines.
-
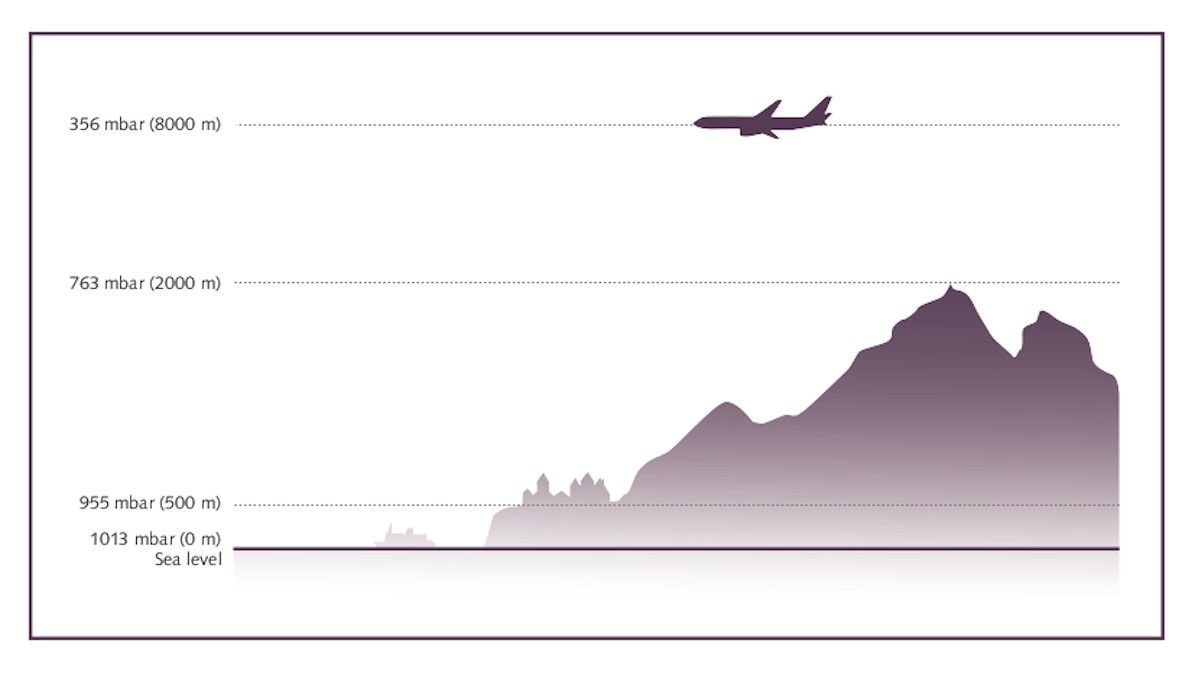
Afb. 1: Atmosferische druk als functie van hoogte in meters. Bron: Busch Vacuum Solutions.

-
Afb. 1: Atmosferische druk als functie van hoogte in meters. Bron: Busch Vacuum Solutions.
Eigenlijk moet volgens de normen voor drukbereik Pascal (Pa) worden gebruikt. Maar bij vacuüm is de meest gebruikte eenheid voor druk millibar (mbar). Binnen de vacuümtechniek wordt uitgegaan van absolute druk. In theorie begint deze bij 0 mbar en eindigt bij 1.000 mbar (= atmosferische druk). Vooral binnen de houtbewerkingsbranche wordt druk nog vaak aangegeven in bar, minus-bar (-bar) of de specificatie druk in procenten (%) (afb. 2).
-
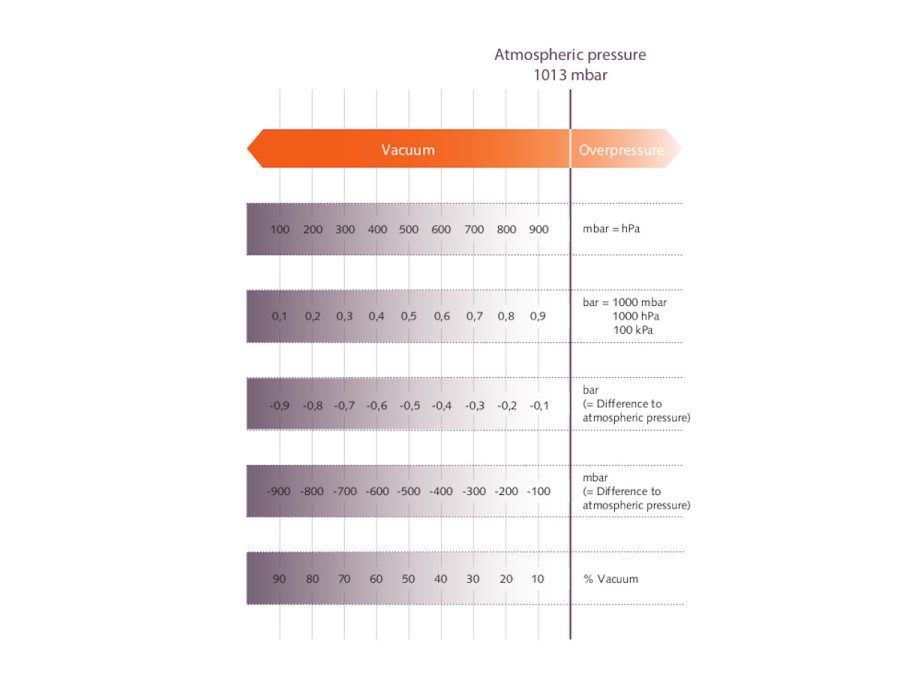
Afb. 2: Standaard drukeenheden in het vacuümbereik. Bron: Busch Vacuum Solutions.

-
Afb. 2: Standaard drukeenheden in het vacuümbereik. Bron: Busch Vacuum Solutions.
Krachten bij opspannen met vacuüm
Blijft het opgespannen werkstuk op zijn plaats? Is het vacuüm voldoende? Heeft de vacuümpomp voldoende vermogen? Dit zijn relevante vragen. Zeker als het opgespannen werkstuk wordt bewerkt met roterend gereedschap. In theorie wordt bij het opspannen de druk tussen het werkstuk en de bewerkingstafel verlaagd. Er wordt vacuüm gegenereerd door lucht bij het draagvlak of zuignap af te zuigen. De nu hogere atmosferische druk duwt het werkstuk op de bewerkingstafel en “klemt” het dus vast. Fysieke druk wordt gedefinieerd als een kracht die op een bepaalde oppervlak werkt. De druk is daarom een functie tussen kracht en oppervlakte (afb. 3).
-
Afb. 3: Druk is de kracht die op een bepaald oppervlak werkt. Bron: Busch Vacuum Solutions.

-
Afb. 3: Druk is de kracht die op een bepaald oppervlak werkt. Bron: Busch Vacuum Solutions.
In de praktijk betekent dit, hoe groter het werkstuk, hoe groter de houdkracht. Een voorbeeld
Een massief houten paneel wordt voor bewerking op het rasterprofiel van een CNC-router geplaatst. Deze wordt afgedicht met een rubberen afdichting, die overeenkomt met de afmetingen van de plaat (afb. 4). Een vacuümpomp evacueert de lucht tussen de houten plaat en het rasterprofiel binnen het afgedichte gebied.
Een massief houten paneel wordt voor bewerking op het rasterprofiel van een CNC-router geplaatst. Deze wordt afgedicht met een rubberen afdichting, die overeenkomt met de afmetingen van de plaat (afb. 4). Een vacuümpomp evacueert de lucht tussen de houten plaat en het rasterprofiel binnen het afgedichte gebied.
-
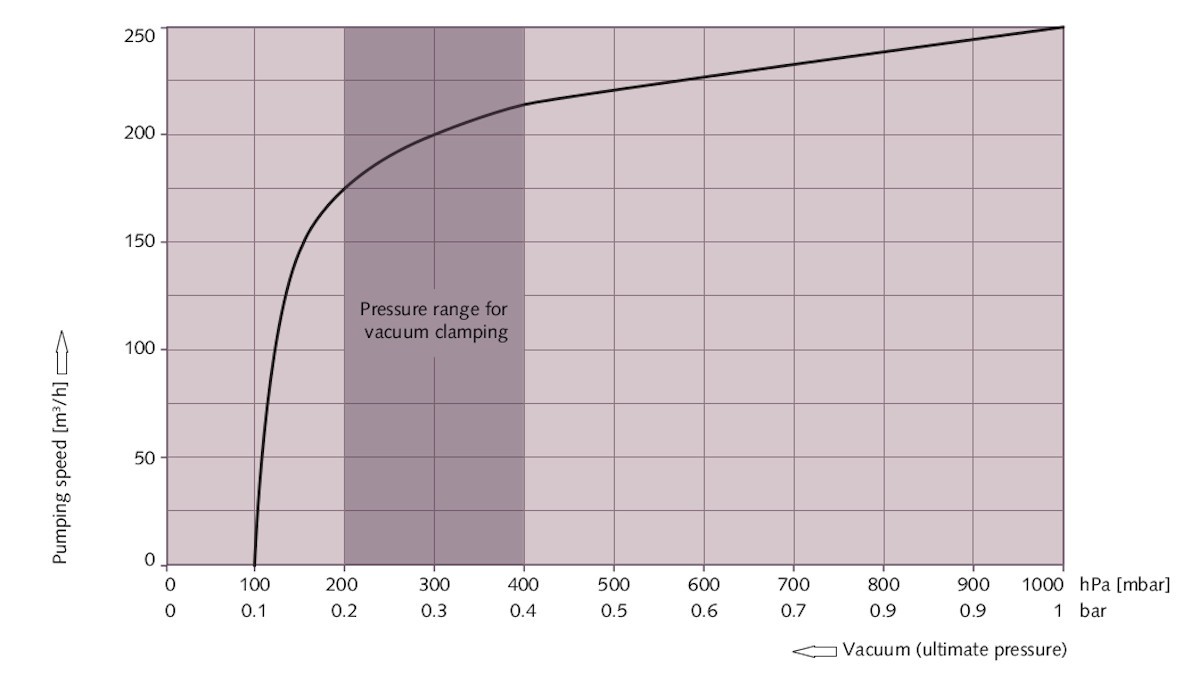
Afb. 4: De pompsnelheidscurve laat de verhouding zien tussen de pompsnelheid en de einddruk. Bron: Busch Vacuum Solutions.

-
Afb. 4: De pompsnelheidscurve laat de verhouding zien tussen de pompsnelheid en de einddruk. Bron: Busch Vacuum Solutions.
Berekening: Atmosferische druk: 1.000 mbar Vacuüm van vacuümpomp (werkdruk): 200 mbar Afmetingen houten paneel: 1.000 x 500 mm
Drukverschil: 1.000 mbar – 200 mbar = 800 mbar = 80.000 Pa [N/m2]
Draagvlak = opspanvlak 1.000 x 500 mm = 500.000 mm2 = 0,5 m2
Houdkracht F = p x A F = 80.000 N/m2 x 0,5 m2 =
40.000 N = 4.000 kg
40.000 N = 4.000 kg
Dit betekent dat de massief houten plaat met een oppervlakte van 0,5 m2 op zijn plaats wordt gehouden door een vacuüm met een houdkracht van 40.000 N. Theoretisch is dit te vergelijken met een gewicht van 4 ton waarmee de plaat tegen de bewerkingstafel wordt gedrukt. Als onder dezelfde omstandigheden een massieve houten plaat van 150 x 150 mm wordt opgespannen, is de houdkracht F = 80.000 N/m2 x 0,0225 m2 = 1800 N = 180 kg vereist.
De vraag is nu hoe groot de verticale houdkracht van het vacuüm moet zijn om het werkstuk veilig op te spannen. De rekenvoorbeelden laten zien dat de houdkracht voor plaatmateriaal met een grote oppervlakte veel minder kritisch is, dan die voor kleinere houten werkstukken. Of voor materialen die een luchtdoorlatend of een ongelijkmatig - dat wil zeggen lek - oppervlak hebben. In de praktijk is het lastig om de benodigde houdkracht te bepalen. Er moet rekening worden gehouden met verschillende factoren. Werk- of opspanfactoren, snijsnelheden, toevoersnelheid en -richting, materialen en wrijvingsweerstand.
De vraag is nu hoe groot de verticale houdkracht van het vacuüm moet zijn om het werkstuk veilig op te spannen. De rekenvoorbeelden laten zien dat de houdkracht voor plaatmateriaal met een grote oppervlakte veel minder kritisch is, dan die voor kleinere houten werkstukken. Of voor materialen die een luchtdoorlatend of een ongelijkmatig - dat wil zeggen lek - oppervlak hebben. In de praktijk is het lastig om de benodigde houdkracht te bepalen. Er moet rekening worden gehouden met verschillende factoren. Werk- of opspanfactoren, snijsnelheden, toevoersnelheid en -richting, materialen en wrijvingsweerstand.
Verschillende mogelijkheden voor het opspannen met vacuüm
Er wordt onderscheid gemaakt tussen drie vacuüm-opspanmethodes: - Rastertafel
- Nesting (afzuigtechniek)
- Console-systeem met vacuümblokken
Parameters vacuümtechniek
Er zijn in principe drie parameters om rekening mee te houden bij het selecteren van de meest geschikte vacuümtechniek. Einddruk
De einddruk is het hoogst bereikbare vacuümniveau, oftewel de laagste onderdruk. Pompsnelheid
Dit verwijst naar de hoeveelheid lucht die een vacuümpomp in een bepaalde tijd kan afzuigen. De pompsnelheid wordt beïnvloed door de geometrie (het volume) van de vacuümpomp en het toerental. Hoe hoger de pompsnelheid, hoe sneller de lucht wordt afgezogen en de einddruk wordt bereikt. Hoge pompsnelheden helpen om lekkages te compenseren. Bijvoorbeeld bij gebruik van de nestingmethode. Energieverbruik
Mechanische vacuümpompen worden doorgaans aangedreven met een elektromotor. Afhankelijk van het ontwerpprincipe en de efficiëntie verbruiken vacuümpompen verschillende hoeveelheden energie.
Om de energie-efficiëntie te maximaliseren is het belangrijk om een vacuümpomp te kiezen die de vereiste einddruk en pompsnelheid levert. Daarbij moet de pomp zo min mogelijk energie verbruiken.
De drie parameters zijn afhankelijk van elkaar. Enerzijds neemt de pompsnelheid af naarmate de vacuümpomp de einddruk dichter nadert (afb. 4). Anderzijds is de energievraag van een vacuümpomp het laagst bij een bepaald werkpunt. Het ontwerpen van perfecte vacuümtechniek is lastig. Vraag daarom altijd advies van een vacuümspecialist.
Het tweede deel van de serie "Vacuüm in houtbewerking" gaat over verschillende soorten vacuümopwekking.