Producția de energie cu mai puțină energie
Încă de la punerea sa în funcțiune, în anul 1974, stația de epurare a apelor uzate Echallens din cantonul elvețian Vaud generează energie din recuperarea biogazului. În luna mai a anului 2020, două vechi compresoare cu piston lubrifiate cu ulei, folosite pentru amestecarea nămolului în bazinul de fermentare au fost înlocuite cu un compresor cu gheare MINK de la Busch Vacuum Solutions. În acest fel, cantitatea de putere necesară pentru acest proces a putut fi redusă cu până la 40 %. Pentru directorul stației de epurare, aceasta înseamnă că are nevoie de mai puțină energie pentru a produce energie.
Stația de epurare Echallens este operată de municipalitatea Echallens, aflată nu foarte departe de capitala Lausanne a cantonului Vaud; aceasta epurează apele uzate colectate din localitățile Echallens, Montilliez și Villars-le-Terroir. A fost proiectată pentru a deservi o populație echivalentă de 10.000, o limită de capacitate epuizată. Planurile administrației cantonului pentru regiunea Echallens Haut-Talent includ consolidarea procesului de epurare a apelor uzate până în anul 2025, în încercarea de a face aceste operațiuni mai eficiente din punct de vedere economic în viitor. De asemenea, planurile vizează îmbunătățirea procesului de epurare a micropoluanților. În viitor, planul este ca stația de epurare Echallens să înlocuiască toate celelalte stații locale de epurare a apelor reziduale, iar apoi să epureze apele uzate provenite de la nouă municipalități ale districtului. Pentru atingerea acestui obiectiv, Echallens urmează să fie extinsă la o populație echivalentă de 26.000.
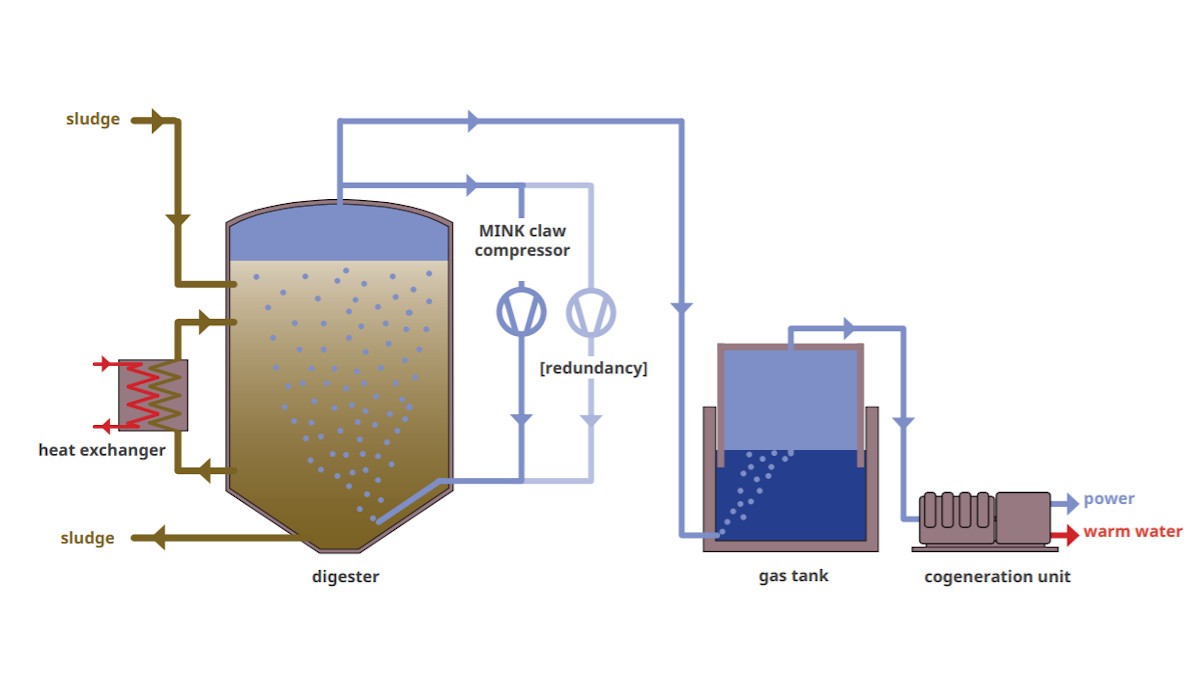
În anul 2019, o nouă unitate de cogenerare (Fig. 1) a fost deja construită în incinta stației de epurare, aceasta generând un volum anual de 150.000 kWh de energie de la fabrica de biogaz. Apa caldă recuperată de la unitatea de cogenerare este utilizată în principal pentru necesarul propriu al stației, de exemplu, pentru încălzirea nămolului din bazinul de fermentare sau pentru încălzirea spațiilor interioare. Pentru ca procesul de recuperare a biogazului (Fig. 2) din bazinul de fermentare să fie mai eficient din punct de vedere economic, s-a luat decizia optimizării circulării biogazului în bazinul de fermentare, care are o capacitate de 350 metri cubi. O parte din biogazul generat în bazinul de fermentare este reintrodus în nămol. În acest scop, biogazul este aspirat din partea de sus a bazinului de fermentare, comprimat cu ajutorul unui compresor și reintrodus în nămolul din partea de jos a bazinului de fermentare. Biogazul curge prin nămol, apoi se adună din nou în partea de sus a bazinului de fermentare, de unde este transportat printr-o conductă până într-un rezervor de gaz, care are rolul de rezervor intermediar. Apoi, din rezervorul de gaz, biogazul ajunge direct în unitatea de cogenerare. În prezent, aceasta funcționează 20 de ore pe zi, fiind oprită doar câteva ore pe noapte.
Procesul de circulare a biogazului prezintă următoarele beneficii: 1. Nămolul concentrat este încălzit până la 38 °C în bazinul de fermentare. Inundarea nămolului cu biogaz asigură distribuția uniformă a căldurii. 2. De asemenea, amestecarea nămolului ajută la prevenirea colectării depunerilor și a compactării acestora în partea de jos a bazinului de fermentare. 3. Mișcarea ascendentă a bulelor de gaz prin nămol îmbunătățește procesele de degradare microbiologică din nămol, care, în cele din urmă, generează o producție de gaz mai mare. 4. De asemenea, circularea biogazului prin nămol înseamnă că acesta nu trebuie amestecat mecanic.
În 1974 au fost instalate două compresoare cu piston pentru amestecarea biogazului în nămol, deși unul dintre acestea a fost proiectat pentru a fi redundant, pentru continuitatea procesului în cazul unei defecțiuni la celălalt compresor. Totuși, în practică, capacitatea unui singur compresor s-a dovedit insuficientă, astfel că ambele compresoare funcționau în permanență, fără a mai exista vreo redundanță. Cele două compresoare erau echipate cu câte un motor cu un curent nominal de 6,7 kW.
După o consultare cu un inginer de proces din cadrul companiei elvețiene Busch AG, o companie din grupul internațional Busch Vacuum Solutions, operatorul a hotărât să achiziționeze un compresor cu gheare MINK (Fig. 3) de la Busch.
Acest compresor este
certificat ATEX (II 2G IIB3 T3 (i)/II 3G IIB3 T4(o)), ceea ce înseamnă că nu mai sunt necesare stingătoare. În plus, este echipat cu un variator de viteză, astfel încât debitul volumetric să poată fi adaptat cu precizie la condițiile din bazinul de fermentare.
Compresorul cu gheare MINK este în funcțiune din luna mai a anului 2020 și, în mod normal, funcționează la sarcină maximă, cu un consum de putere de 4,5 kW și o suprapresiune constantă de 0,6 bar. În comparație cu consumul de putere al celor două compresoare cu piston mai vechi, echipat fiecare cu câte un motor de 6,7 kW, teoretic rezultă economii de energie de peste 65 %.
Compresoarele cu gheare MINK comprimă biogazul fără a folosi niciun pic de ulei. Această caracteristică este posibilă datorită principiului de funcționare fără contact al compresoarelor, ceea ce înseamnă că piesele interne aflate în mișcare nu intră în contact cu alte piese de același fel sau cu carcasa. Drept rezultat, nu sunt necesare schimburile de ulei, spre deosebire de compresoarele cu piston lubrifiate cu ulei, care aveau nevoie de două schimburi pe an. Deoarece cei 4,5 litri de ulei proveniți de la fiecare compresor intrau în contact cu biogazul, uleiul uzat trebuia eliminat în consecință. Compresoarele cu gheare MINK au o cutie de transmisie internă. Aceasta conține 0,85 litri de ulei pentru angrenaje. Busch recomandă un schimb de ulei după maximum 20.000 de ore de funcționare și o inspecție vizuală anuală pentru a verifica starea și cantitatea de ulei, ca măsură de precauție.
Operatorul a mai observat un avantaj în timpul primelor câteva luni de funcționare:
Compresorul cu gheare este mult mai silențios decât un singur compresor cu piston folosit înainte. Nivelurile de zgomot au scăzut cu mai mult de jumătate.