
图 1:Nouryon 用于输送含氯化烃废气的 MINK 爪式真空泵。来源:Busch 普旭
利用现代真空技术安全高效地清洁废气
Nouryon Akzo Nobel Industrial Chemicals GmbH 位于德国法兰克福-霍赫斯特工业园区,除生产其他化学品外,还生产氯化烃类(CHC)产品, 提取甲烷氯化以及注满和倾析氯化烃时产生的废气并输送到中央清洁系统。Nouryon 使用 Busch 普旭的 Mink 爪式真空泵提取并输送该废气。真空泵利用产生的真空吸入废气并在真空泵中进行压缩,然后利用这种方式产生的超压将废气输送到后续清洁阶段。
Nouryon 生产的氯化烃是许多领域要用到的基本化学品,例如:塑料和建筑材料以及油漆或药物的生产。甲烷氯化会产生含氯化烃的废气,在将这些废气排放到大气中前必须进行提取和清洁处理。注满或倾析固定或移动罐时产生的废气也要使用相同的系统进行提取和清洁。此外,在对系统进行维护工作期间,必须确保不存在氯化烃。废气也通过 MINK 爪式真空泵提取,然后用氮气将系统或系统部件惰化。
MINK 爪式真空泵(图 1)通过依次转换包含所有清洁阶段的完整清洁过程连续输送废气。产生含氯化烃的废气的所有系统部件通过管道与收集罐相连,后者在真空泵的作用下处于轻微真空状态。废气因此被吸入此容器,然后流经填充塔进行中和冲洗。中和后的废气在 MINK 爪式真空泵中被压缩并输送到冷却器,在那里它们被冷却到 0 ℃, 这会使主要是在中和清洗期间引入的水蒸汽凝结出来。废气在下游的低温冷冻箱中被冷却到 -25 ℃,大部分氯化烃都会因此从气流中冷凝出来。剩余的氯化烃随后会被活性炭过滤器过滤掉,这样净化后的气体就可以作为废气排放到大气中。清洁系统按照 TA Luft(空气质量控制技术说明)工作,并被称为 Ex 2 危险区。
在真空泵上游的工艺步骤中,废气在 -10 至 -30 mbar 的真空下被吸入,这对应于 990 mbar 至 970 mbar 的绝对压力。废气在真空泵中被压缩并使其处于约 150 mbar 的超压状态, 此超压通过下游冷却器和活性炭过滤器输送废气。
MINK 爪式真空泵通过变速驱动器按需工作,并通过收集罐中的压力传感器控制, 这意味着它将根据存在的废气量改变旋转速度来调整其抽气速率。
正如 Nouryon 负责施工的工程师 Sergej Diner 所指出的那样,废气量可能会有很大差异。白天,当所有流程都满载运行时,产生的废气比夜间多。系统连续运行,仅在进行维护工作时关闭。在进行此维护工作之前,当系统必须完全不含氯化烃时,在用氮气进行惰化之前会产生最多的气体。
罗茨风机过去通过清洁系统输送废气, 由于含有氯化烃的腐蚀性气体,风机级会在较短时间内发生强烈腐蚀。这种腐蚀和磨损降低了风机的性能,并且无法再施加必要的压差, 因此,无法再可靠地抽取废气。此外,风机级必须每两年更换一次,而这会导致停机并会产生约 35,000 欧元的费用。
对于施工工程师 Sergej Diner 而言,这种情况令人非常不满意。因此,他联系了 Busch 普旭,特别是他已在其他流程中与 Busch 普旭有过合作并且体验良好。在对流程和相应要求进行分析后,Busch 普旭的真空专家建议使用 MINK 爪式真空泵。它根据必要的 ATEX 要求(内部和外部:II 2G IIB3 T3)进行认证,并以压缩级的防腐涂层为标准。. 此外,其工作温度比罗茨风机的工作温度高,这意味着可以尽可能避免真空泵内的废气发生冷凝。MINK 爪式真空泵不透气且轴承充氮气密封,因此废气不会通过轴承逸出。
借助爪式真空技术的无接触压缩原理,工作液和废气之间不会发生任何污染。
-
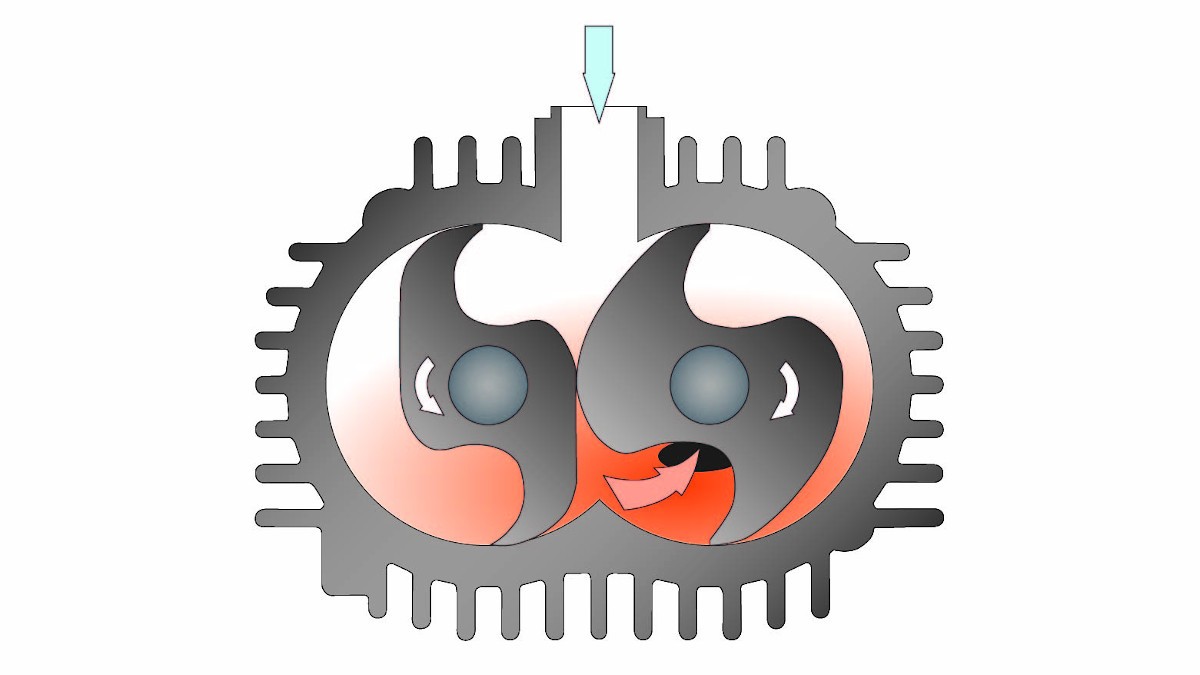
MINK 爪式真空泵的剖视图。来源:Busch 普旭

-
MINK 爪式真空泵的剖视图。来源:Busch 普旭
MINK 爪式真空泵自 2017 年 12 月开始投入使用。在连续运行六个月后,作为预防措施,Busch 普旭维修工程师将其打开,以检查是否有磨损迹象, 发现真空泵没有任何磨损和腐蚀迹象。
Sergej Diner 证实,即使运行了一年多后,也没有发生任何功能故障、性能下降或其他真空泵问题——因此其清洁过程中一直连续运行,没有出现任何问题。