The main product of Leibinger GmbH in Teningen, southern Germany, consists of counterpressure filler systems for carbonated drinks.
The company’s success can be attributed to its combination of the state-of-the-art technology, top quality, equipment flexibility and hygienic design. The integrated vacuum technology supplied by Busch Vacuum Solutions allows filling to be performed under extremely low oxygen conditions, which improves both shelf life and quality of the drinks.

Source: Leibinger GmbH.
Improving Shelf Life Through Counterpressure Filling Systems with Reliable Vacuum Technology
Leibinger
Most of Leibinger's customers are small breweries with a maximum production capacity of 11,500 bottles or cans per hour. Leibinger equipment is also purchased by larger breweries producing smaller quantities of special beers or beer in different bottle shapes.
The increasing trend towards high quality craft beers has been to the company's advantage, as craft beer brewers value the high quality, reliability and long service lifetime of Leibinger equipment. They also appreciate the flexibility offered by Leibinger systems, which can be easily adapted to a wide range of bottle shapes and sizes by manual adjustment of the filling lines and centring bells.
Many customers see the compact dimensions of Leibinger equipment as a decisive advantage, as production space is often limited. Smaller brewers in the USA and Australia in particular have invested in quality equipment "Made in Germany" – these countries are currently the main sales markets for Leibinger products.
The increasing trend towards high quality craft beers has been to the company's advantage, as craft beer brewers value the high quality, reliability and long service lifetime of Leibinger equipment. They also appreciate the flexibility offered by Leibinger systems, which can be easily adapted to a wide range of bottle shapes and sizes by manual adjustment of the filling lines and centring bells.
Many customers see the compact dimensions of Leibinger equipment as a decisive advantage, as production space is often limited. Smaller brewers in the USA and Australia in particular have invested in quality equipment "Made in Germany" – these countries are currently the main sales markets for Leibinger products.
Counterpressure filler systems
An important component of counterpressure filler systems is the vacuum pump, which pre-evacuates the bottles to extract the CO2 injected by the flushing process and removes any residual oxygen completely.The empty bottles are then primed with CO2, equalizing the pressure between the bottles and the filling vessel and allowing beer to be filled more rapidly and without foaming.
Leibinger Multima counterpressure filler systems (Fig. 1) are available with a double pre-evacuation option. Leibinger relies on Busch DOLPHIN liquid ring vacuum pumps to meet the high standards demanded by the bottle evacuation process.
DOLPHIN liquid ring vacuum pumps are CIP-compliant and require minimal quantities of fresh water for their recirculation systems. The vacuum pumps are equipped with a CIP valve upstream of the gas inlet, allowing the operator to decide whether or not to include the pumps in the CIP process.
-
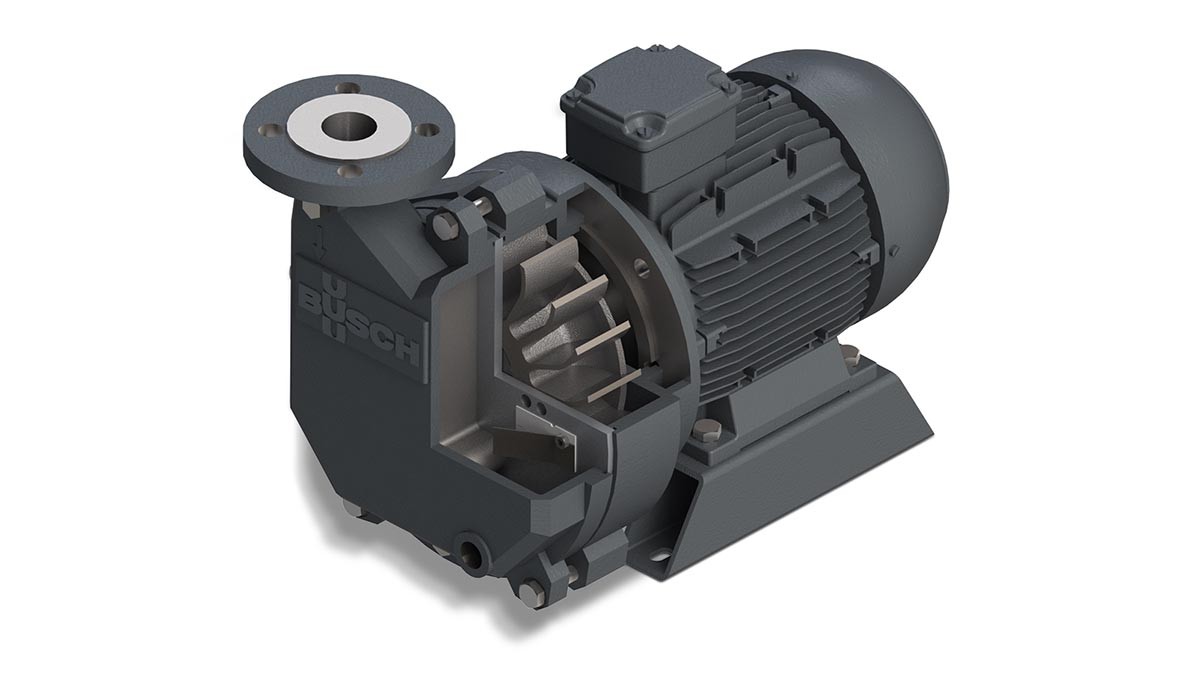
Fig. 2: Cutaway model of a DOLPHIN liquid ring vacuum pump. Source: Busch Vacuum Solutions.
-

Fig. 1: Multima counterpressure filling system with DOLPHIN liquid ring vacuum pump. Source: Leibinger GmbH.


-
Fig. 2: Cutaway model of a DOLPHIN liquid ring vacuum pump. Source: Busch Vacuum Solutions.
-
Fig. 1: Multima counterpressure filling system with DOLPHIN liquid ring vacuum pump. Source: Leibinger GmbH.
From a technical perspective DOLPHIN liquid ring vacuum pumps (Fig. 2) are ideal for this application:
- They are impervious to water and beer ingestion, and deliver a constant vacuum level.
- The operating fluid used is water, which is recirculated in an open system. This means that CO2 and air are removed from the water in a downstream container. The water is returned to the vacuum pump, with any losses due to entrained water in the outlet gas stream compensated by the addition of fresh water.
- This arrangement has the advantage of minimal water consumption. The fresh water added to the system ensures that the recirculation water is gradually replaced, removing any traces of beer and CIP liquids. Fresh water addition also allows the system temperature to be controlled easily.
-
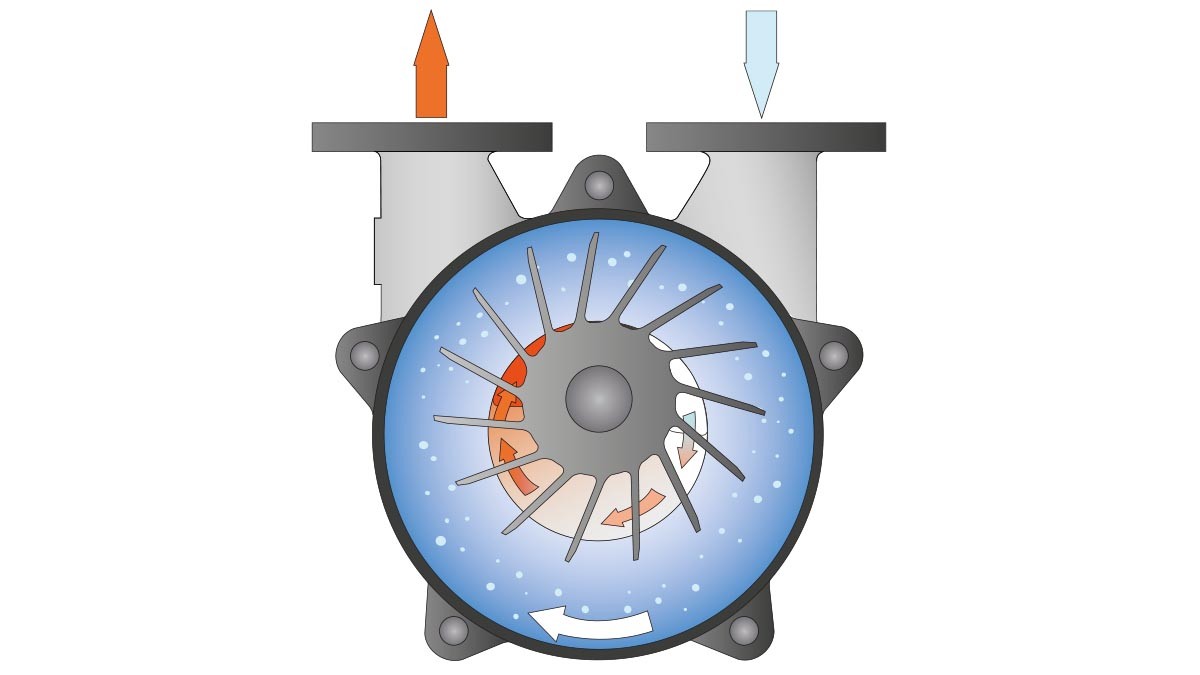
Fig. 3: Cross section of a DOLPHIN liquid ring vacuum pump. Source: Busch Vacuum Solutions.

-
Fig. 3: Cross section of a DOLPHIN liquid ring vacuum pump. Source: Busch Vacuum Solutions.
Liquid ring vacuum technology
The water used as an operating fluid forms a so-called liquid ring in the vacuum pump (Fig. 3). This ring encloses the compression chamber and forms an airtight seal. The eccentric mounting of the impeller causes this chamber to expand as it rotates, drawing gas into the inlet. Further rotation reduces the volume of the chamber, compressing and expelling the gas through the pump outlet.This robust vacuum technology guarantees reliable operation and constant vacuum levels.
The wide range of DOLPHIN liquid ring vacuum pumps available from Busch ensures that all sizes of counterpressure filler systems are equipped with a correctly dimensioned vacuum supply.
Busch is based in the same region of southern Germany as Leibinger. Part of the reason for Leibinger's decision in favour of Busch was to secure a local supplier capable of rapid responses to consultation requests and technical enquiries.
Furthermore, Busch is internationally active, with Busch companies worldwide, maintaining a comprehensive service network in Leibinger's export countries.
Leibinger's own maintenance program includes remote access: installed equipment and systems can be analysed via the internet and instructions given to local service personnel.