La tecnología de vacío es omnipresente en el sector maderero.

Fuente: Tomasz Nieweglowski - istockphoto.com.
El vacío en el trabajo con madera – Parte 1
La tecnología de vacío es omnipresente en el sector maderero. Las posibilidades del uso de vacío son muy versátiles.
Pero el asunto del vacío es a menudo un tema desconocido, y en ocasiones extrañamente incómodo, para muchos procesadores y trabajadores de la madera. En esta edición y en las tres ediciones sucesivas, nos gustaría compartir información útil para explicar los diferentes tipos de generación de vacío, sus beneficios y sus inconvenientes, así como destacar la cuestión de su eficiencia económica. Hoy comenzaremos con unas ideas básicas sobre la cuestión del vacío.
Vacío: ¿qué es en realidad?
En el trabajo con madera, el vacío se utiliza principalmente para:- Sujeción en enrutadores CNC
- Sujeción y transporte de materiales de panel y piezas de trabajo con equipos de manipulación
- Prensas de chapa y moldeado
En el proceso de mecanizado de la madera, el vacío se utiliza para:
- Secar maderas serradas y de construcción y para
- impregnar madera.
Sujeción y elevación de piezas de madera
El vacío se utiliza sobre todo para la sujeción mediante vacío en enrutadores CNC y en otros equipos de mecanizado. En ellos, la fuerza de retención del vacío se utiliza para fijar de forma rápida y segura paneles de varios materiales o piezas de madera sólidas durante el trabajo con madera sin dejar marcas de presión. Los equipos de manipulación y los robots de montaje también obtienen su fuerza de sujeción del vacío.
El vacío se utiliza sobre todo para la sujeción en enrutadores CNC y en otros equipos de mecanizado.
-
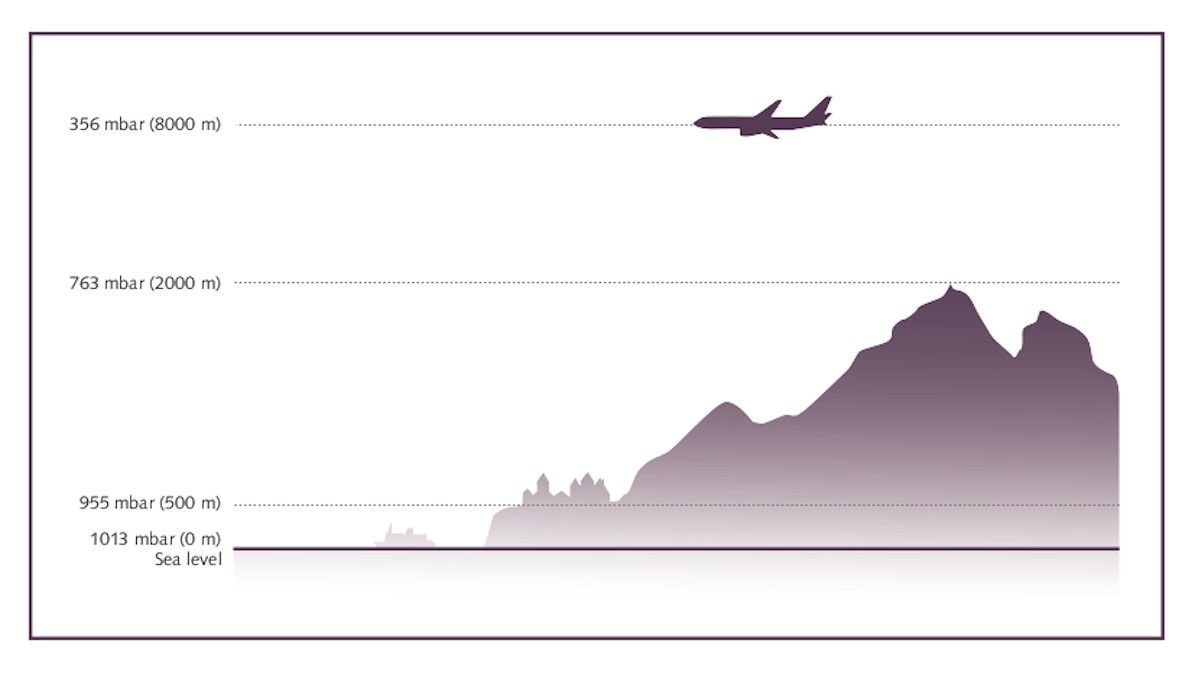
Fig. 1: Presión atmosférica dependiendo de la altitud. Fuente: Busch Vacuum Solutions.

-
Fig. 1: Presión atmosférica dependiendo de la altitud. Fuente: Busch Vacuum Solutions.
La unidad de presión más común para el vacío es el milibar (mbar), aunque, según las normas, este rango de presión debería indicarse en pascales (Pa). En tecnología de vacío asumimos unas presiones absolutas que, teóricamente, comienzan en los 0 mbar y terminan en los 1.000 mbar (= presión atmosférica). El sector maderero en particular suele utilizar el bar, menos-bar (-bar) o la especificación de presión en porcentaje (%) (Fig. 2).
-
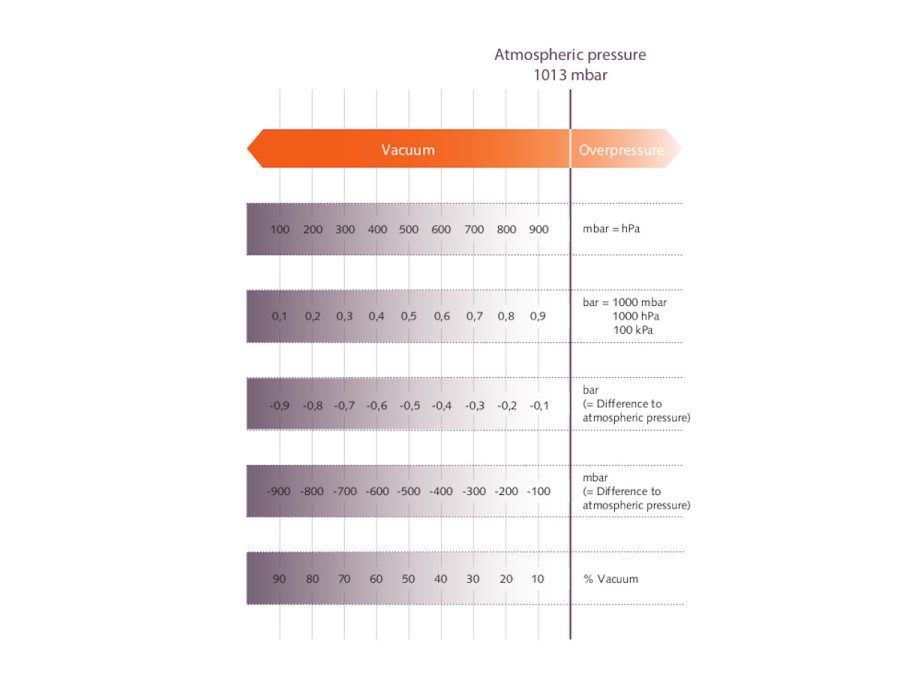
Fig. 2: Unidades de presión estándar usadas para el vacío. Fuente: Busch Vacuum Solutions.

-
Fig. 2: Unidades de presión estándar usadas para el vacío. Fuente: Busch Vacuum Solutions.
Fuerzas para la sujeción por vacío
¿Se sostendrá bien la pieza de trabajo sujeta? ¿El vacío es suficiente o el rendimiento de la bomba de vacío es lo suficientemente fuerte? Estas son preguntas que se hace todo el mundo: sobre todo cuando la herramienta giratoria se acerca a la pieza de trabajo sujeta. Desde un punto de vista puramente técnico, la presión entre la pieza y la mesa de mecanizado, su superficie de apoyo o la ventosa se reduce durante la sujeción extrayendo el aire y generando un vacío. La presión atmosférica es ahora mayor y presiona la pieza de trabajo contra la mesa de mecanizado, provocando su sujeción. La presión física se define como una fuerza que afecta a un área específica. Por tanto, la presión es una función de fuerza y área (Fig. 3).
-
Fig. 3: La presión es la fuerza que actúa sobre un área definida. Fuente: Busch Vacuum Solutions.

-
Fig. 3: La presión es la fuerza que actúa sobre un área definida. Fuente: Busch Vacuum Solutions.
En la práctica, esto significa que, cuanto mayor sea la pieza de trabajo que se sujeta, mayor será la fuerza de retención. Esto se explica mejor con un ejemplo:
Un tablón de madera maciza se coloca en el tablero de rejilla del enrutador CNC para su procesamiento y se crea un sello con una junta de goma que se adapta a las dimensiones del tablón (Fig. 4). Una bomba de vacío extrae el aire entre el tablón de madera y el tablero de rejilla dentro del área sellada.
Un tablón de madera maciza se coloca en el tablero de rejilla del enrutador CNC para su procesamiento y se crea un sello con una junta de goma que se adapta a las dimensiones del tablón (Fig. 4). Una bomba de vacío extrae el aire entre el tablón de madera y el tablero de rejilla dentro del área sellada.
-
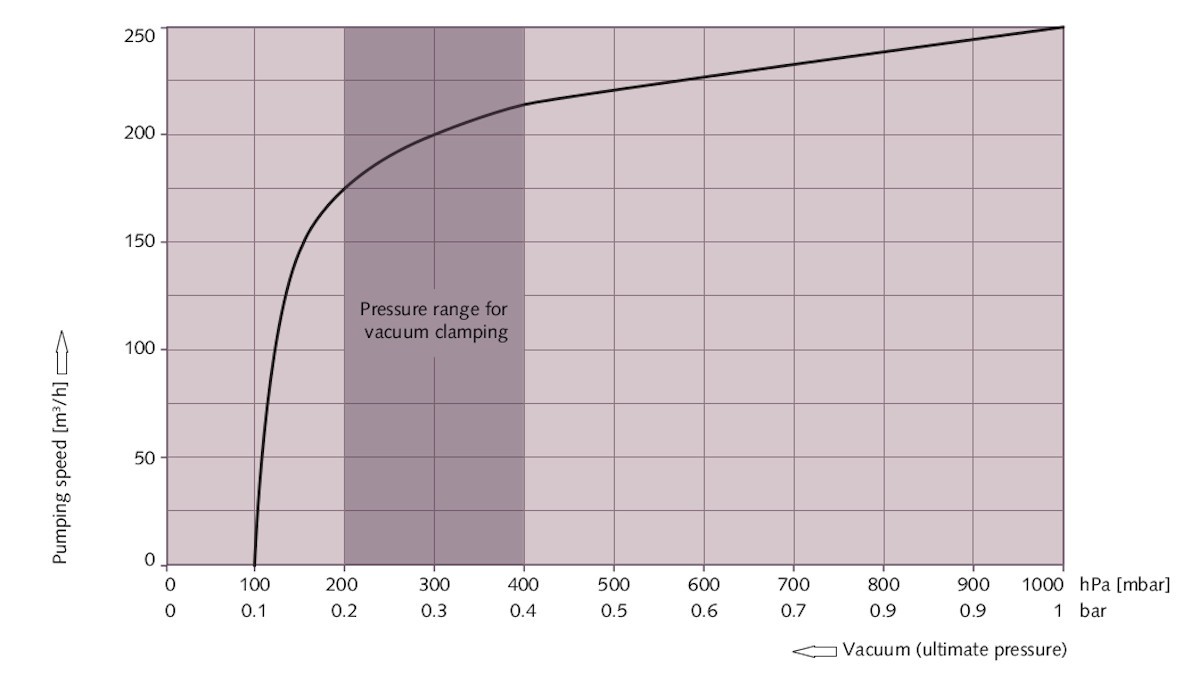
Fig. 4: La curva de caudal muestra la relación entre el caudal y el vacío límite. Fuente: Busch Vacuum Solutions.

-
Fig. 4: La curva de caudal muestra la relación entre el caudal y el vacío límite. Fuente: Busch Vacuum Solutions.
Cálculo: Presión atmosférica: 1.000 mbar Baja presión en la bomba de vacío (presión de trabajo): 200 mbar Dimensiones del tablón de madera: 1.000 x 500 mm
Presión diferencial: 1.000 mbar – 200 mbar = 800 mbar = 80 000 Pa [N/m2]
Superficie de apoyo = superficie de sujeción 1000 x 500 mm = 500 000 mm2 = 0,5 m2
Fuerza de retención F = p x A F = 80 000 N/m2 x 0,5 m2 =
40 000 N = 4000 kg
40 000 N = 4000 kg
Esto significa que un tablón de madera maciza con una superficie de 0,5 m2 está sujeto por vacío con una fuerza de retención de 40 000 N, que teóricamente corresponde a una presión del tablón contra la mesa de mecanizado con un peso de 4 toneladas. Si, en las mismas condiciones, se sujetara un tablón de madera maciza de 150 x 150 mm, la fuerza de retención sería F = 80 000 N/m2 x 0,0225 m2 = 1.800 N = 180 kg.
La cuestión es cuánta potencia debe tener la fuerza de retención vertical del vacío para sujetar de forma segura una pieza de trabajo. Los cálculos del ejemplo muestran que la fuerza de retención para los materiales de los paneles de grandes superficies se pueden evaluar de manera menos crítica que las piezas o materiales de madera más pequeños que son permeables al aire o tienen superficies irregulares que provocan fugas. En la práctica, la fuerza de retención necesaria es difícil de determinar porque es necesario tener en cuenta distintos factores, como el factor operativo o de sujeción, las velocidades y direcciones de corte y alimentación, los materiales y la resistencia a la fricción, de modo que las reglas cambian según el caso.
La cuestión es cuánta potencia debe tener la fuerza de retención vertical del vacío para sujetar de forma segura una pieza de trabajo. Los cálculos del ejemplo muestran que la fuerza de retención para los materiales de los paneles de grandes superficies se pueden evaluar de manera menos crítica que las piezas o materiales de madera más pequeños que son permeables al aire o tienen superficies irregulares que provocan fugas. En la práctica, la fuerza de retención necesaria es difícil de determinar porque es necesario tener en cuenta distintos factores, como el factor operativo o de sujeción, las velocidades y direcciones de corte y alimentación, los materiales y la resistencia a la fricción, de modo que las reglas cambian según el caso.
Varias posibilidades para la sujeción por vacío
Se aplica una distinción esencial entre tres procedimientos posibles de sujeción por vacío: - Tablero de rejilla
- Método de anidamiento (tecnología de aspiración)
- Sistema de consola con bloques de vacío
Parámetros de tecnología de vacío
En principio, deben tenerse en cuenta tres parámetros a la hora de seleccionar la tecnología de vacío más adecuada. Vacío límite
El vacío límite indica el máximo nivel de vacío que puede alcanzar la bomba de vacío, o la depresión más baja. Caudal
Se entiende como el volumen de aire que una bomba de vacío puede extraer dentro de un periodo de tiempo determinado. El caudal se ve influido por la geometría (volumen) de la bomba de vacío y su velocidad. Cuanto mayor sea el caudal, más rápido se extraerá el aire y se alcanzará el vacío límite. Los caudales altos ayudan a compensar las fugas, por ejemplo, cuando se usa el método de anidamiento. Consumo
Las bombas de vacío mecánicas suelen ser accionadas por un motor eléctrico. En función del principio de construcción y del factor de eficiencia, las bombas de vacío consumen distintas cantidades de energía.
Para lograr la mayor eficiencia energética posible, es importante seleccionar una bomba de vacío que ofrezca el rendimiento necesario en cuanto a vacío límite y caudal y que tenga, al mismo tiempo, el menor consumo energético posible.
Los tres parámetros son interdependientes entre sí. En primer lugar, el caudal se reduce a medida que la bomba de vacío se acerca al vacío límite (Fig. 4). En segundo lugar, el consumo energético de una bomba de vacío es más bajo en un punto de trabajo determinado. Diseñar una generación de vacío a la perfección puede resultar difícil si no se tienen los conocimientos necesarios, por eso siempre recomendamos consultar a un especialista en vacío.
En la segunda parte de nuestra serie «El vacío en el trabajo con madera», echaremos un vistazo más de cerca a los diferentes tipos de generación de vacío.